تتمتع مواد الطباعة بخصائص قابلة للقياس يجب عليك وضعها في الاعتبار عند تحديد النماذج المناسبة لتطبيقك الخاص أو تصميمها.
الوزن الأساسي هو مصطلح يستخدم لوصف الوزن بالأرطال لعدد 500 ورقة (رزمة واحدة). على الرغم من ذلك، يحدد حجم الورق القياسي الوزن، الذي قد لا يكون الحجم الذي تم شراؤه. ومن ثَم، لا يمكن المقارنة بين الأوزان الأساسية بسهولة دائمًا. مثال على ذلك هو ورق السندات ذو الحجم القياسي زنة 20 رطلاً، الذي يبلغ مقاسه 17 × 22 بوصة، والرزمة الواحدة التي تزن 20 رطلاً. إذا تم قص الورق، لإنشاء أربع رزم بورق مقاس 8.5 × 11 بوصة، فسيتم تصنيف كل رزمة على أنها ورق سندات زنة 20 رطلاً إلا أنها تزن خمسة أرطال فقط.
إذا كان نفس الورق يزن 24 رطلاً، فسيُطلق عليه ورق سندات زنة 24 رطلاً. إن ورق السندات زنة 24 رطلاً أكثر سُمكًا، وأثقل وأكثر كثافة من ورق السندات زنة 20 رطلاً. يعني الورق الأكثر سُمكًا وضع ورق أقل في الدرج. قد يسبب الورق الأثقل والأكثر كثافة مشاكل انحشار الورق أو موثوقية التغذية في بعض الطابعات. للتحقق من أن الوزن الأساسي للورق الجاري استخدامه مقبول، راجع جدول أوزان الورق المدعومة في دعم الورق الخاص بالطابعة .
لا تتعلق كل الأوزان الأساسية بنفس حجم الورق القياسي. على سبيل المثال، يمكن أن تكون المادة زنة 70 رطلاً أخف من المادة زنة 40 رطلاً إذا كانت تستند إلى ورق ذي حجم أساسي أكبر. يُعد القياس المتري للجرامات في المتر المربع (جم/م 2 ) طريقة أكثر تناسقًا لمقارنة الأوزان وقد تم توحيدها من قِبل المنظمة الدولية للمعايير (ISO).
يمكن أن تقبل الطابعة الخاصة بك مجموعة كبيرة من أوزان المخزون، إلا أن المواد التي تكون إما خفيفة للغاية أو ثقيلة للغاية قد تسبب مشاكل الطباعة. قد لا تسخن المواد الثقيلة والأكثر سُمكًا بسرعة كافية في وحدة الصهر، مما يتسبب في سوء جودة الطباعة. كما قد تتم تغذيتها بموثوقية أقل أو تنحرف بسبب وزنها أو صلابتها. وعلى العكس من ذلك، يمكن أن تتجعد المواد الأخف وتنحشر في الطابعة بسبب انخفاض قوة الأشعة (الصلابة).
استخدم الجدول التالي لمقارنة أوزان الأنواع المختلفة من الوسائط.
|
المكافئ المتري (جم/م 2 ) |
الوزن الأساسي (رطل/رزمة) |
|||||
|---|---|---|---|---|---|---|
|
ورق فاخر 431.8 x558.8 مم (17 x 22 بوصة) |
إزاحة 635 x965.2 مم (25 x 38 بوصة) |
غطاء 508 x660.4 مم (20 x 26 بوصة) |
ورق Bristol طباعة 571.5 x889 مم (22.5 x 35 بوصة) |
ورق Bristol فهرس 647.7 x774.7 مم (25.5 x 30.5 بوصة) |
بطاقة 609.6 x914.4 مم (24 x 36 بوصة) |
|
|
قد تختلف أوزان البطاقات بمعدل ± 5%. |
||||||
|
60 |
16 |
40 |
18 |
23 |
33 |
37 |
|
75 |
20 |
51 |
28 |
34 |
42 |
46 |
|
80 |
21 |
51 |
30 |
36 |
44 |
49 |
|
90 |
24 |
61 |
33 |
41 |
50 |
55 |
|
100 |
27 |
68 |
37 |
46 |
55 |
62 |
|
110 |
29 |
74 |
41 |
50 |
61 |
68 |
|
120 |
32 |
81 |
44 |
55 |
66 |
74 |
|
145 |
39 |
98 |
54 |
66 |
80 |
89 |
|
160 |
43 |
108 |
59 |
73 |
88 |
98 |
|
175 |
47 |
118 |
65 |
80 |
97 |
108 |
|
200 |
53 |
135 |
74 |
91 |
111 |
123 |
|
215 |
57 |
145 |
80 |
98 |
119 |
132 |
|
255 |
68 |
172 |
94 |
116 |
141 |
157 |
|
260 |
69 |
176 |
96 |
119 |
144 |
160 |
|
300 |
80 |
203 |
111 |
137 |
166 |
184 |
وفقًا لاتجاه المخزون أثناء تغذيته في الطابعة، قد يتعين عليك طلب قص المواد الأثقل بتحبب قصير أو تحبب طويل لتوفير المرونة اللازمة في منعطفات مسار الورق.
للحصول على مزيد من المعلومات حول الأوزان التي تدعمها الطابعة الخاصة بك، راجع مواصفات كل طابعة على حدة في هذا المستند.
لكل الطابعات حدود في أبعاد مواد الطباعة. للحصول على مزيد من المعلومات، راجع وثائق الطابعة. يمكنك في بعض الأحيان إعادة تصميم المخرجات المطبوعة للتغلب على هذه الحدود. على سبيل المثال، إذا كان المستند الخاص بك أقصر من الحد الأدنى للطول الذي تدعمه الطابعة، فيمكنك وضع مستندين على ورقة واحدة.
تفي طابعات Lexmark بكل لوائح ومعايير الانبعاثات الصناعية بل وتتجاوزها. قد تؤدي الطباعة المستمرة على بعض أنواع الورق أو الوسائط الأخرى إلى صدور أبخرة لا تمثل مشكلة مع الطباعة المتقطعة. تأكد من وجود الطابعة في منطقة جيدة التهوية.
يمكن أن يكون لدرجة الحرارة والرطوبة تأثير كبير على الطباعة. حتى التغيرات الطفيفة (من النهار إلى الليل مثلاً) قد تؤثر بشكل كبير على موثوقية التغذية عندما تكون مواد الطباعة ضمن النطاق المقبول فقط.
نوصي بتكييف الأجواء للمخزون أثناء وجوده في الغلاف الأصلي. خزّن المخزون في نفس بيئة الطابعة لمدة تتراوح بين 24 و48 ساعة قبل الطباعة حتى يستقر في الظروف الجديدة. قد يتعين عليك تمديد هذا الوقت عدة أيام عندما تكون بيئة التخزين أو النقل مختلفة تمامًا عن بيئة الطابعة. يتطلب المخزون السميك أيضًا فترة تكييف أطول بسبب كتلة المادة.
إذا قمت بإزالة الغلاف عن المخزون قبل أن تكون جاهزًا لتحميله في الطابعة، فسيظهر محتوى رطوبة غير متساوٍ على المخزون مما يسبب تجعده. قبل التحميل، نوصي بألا يتجاوز التجعد 3 مم (0.125 بوصة). يُرجح أن تواجه المواد الأخف مثل الملصقات الورقية وبعض النماذج المتكاملة مشاكل الطباعة بشكل أكبر في حالة وجود التجعد.
توصي معظم الشركات المُصنِّعة للملصقات بالطباعة في درجة حرارة تتراوح بين 18 إلى 24 درجة مئوية (بين 65 إلى 75 درجة فهرنهايت) برطوبة نسبية تتراوح بين 40 و60 بالمئة. لقد تم تصميم طابعات Lexmark حتى تعمل في نطاق درجة حرارة يتراوح بين 15.5 إلى 32 درجة مئوية (بين 60 إلى 90 درجة فهرنهايت) برطوبة نسبية تتراوح بين 8 و80 بالمئة. قد تسبب الطباعة في بيئة خارج هذه التوصيات الانحشارات، ومشاكل التغذية، وانخفاض جودة الطباعة والتوزيع المسبق (تقشر) الملصقات.
يعرّض المخزون المطبوع مسبقًا المكونات شبه السائلة والمتطايرة لدرجات الحرارة العالية والضغط المستخدمين في عملية الطباعة بالليزر. تتحمل أحبار المطبوعات المسبقة وألوانها درجة حرارة وحدة صهر تصل إلى 225 درجة مئوية (437 درجة فهرنهايت) وضغطًا يصل إلى 25 رطلاً في البوصة المربعة دون تلويث الطابعة أو صدور أبخرة خطرة.
لا نوصي بحبر التصوير الحراري. تتمتع أحبار التصوير الحراري بملمس شمعي، وتظهر الصورة المطبوعة مرتفعة عن سطح المادة المطبوعة. يمكن أن تنصهر هذه الأحبار وتتلف مجموعة وحدة الصهر.
يجب أن تكون أحبار المطبوعات المسبقة مقاومة للكشط أيضًا لتقليل غبار الحبر وتلوث الحبر في الطابعة. إذا كنت تقوم بالطباعة على منطقة مطبوعة مسبقًا، فيجب أن يكون الحبر متقبلاً لمسحوق الحبر لضمان كفاية الصهر.
يجب أن تجف كل أحبار المطبوعات المسبقة تمامًا قبل استخدام المواد المطبوعة. على الرغم من ذلك، لا نوصي باستخدام مساحيق الأوفست أو غيرها من المواد الغريبة لتسريع التجفيف. لتحديد ما إذا كان الحبر متوافقًا مع الطابعات التي تقوم بتسخين الحبر حتى 225درجة مئوية (437 درجة فهرنهايت)، راجع محول الحبر أو الشركة المُصنِّعة له أو بائعه.
في حالة وجود ثقب، يجب أن يتوقف خط الثقب بمقدار 1.6 مم (0.06 بوصة) من كل حافة للنموذج. يؤدي القيام بذلك إلى تجنب انفصال النموذج عن مسار الطابعة، مما يؤدي إلى الانحشار. يؤثر موقع الثقب على قوة الالتقاط الأولية. قد تزيد الثقوب القريبة من الحافة بشكل كبير عدد الانحشارات. بالنسبة إلى المواد الحساسة للضغط مثل الملصقات، قلّل عدد الثقوب التي تخترق مادة الظهارة أو البطانة.
يجب كي الثقوب حتى تستوي مادة الطباعة بشكل مسطّح، مما يقلل من التصاق النماذج بعضها ببعص. يجب أن تكون الحواف ناعمة ومرتبة بدون أي انقلابات. توفر ثقوب الليزر (تُعرف أيضًا باسم الثقوب بالغة الصغر أو ثقوب البيانات) استقرارًا أكبر وهي مفضلة. لا تتداخل هذه الثقوب الأصغر عادةً أو ينتج عنها غبار ومخلفات زائدة للورق. تأكد من إزالة عُصَافة وغبار الورق الناتج أثناء عملية التحويل قبل التعبئة.
إذا كانت الثقوب بارزة أو متجعدة عند خط الثقب، فقد تتمزق الثقوب مما يسبب انحشار الورق. قد يزيد البروز الانحراف، مما يسبب تغذية الورق المزدوج، أو تلطيخ مسحوق الحبر على المادة المطبوعة قبل الصهر، مما يؤدي إلى سوء جودة الطباعة. لتقليل البروز، استخدم الثقوب بالغة الصغر. إذا انقطعت مادة الطباعة قليلاً أثناء تحركها في الطابعة، فيجب أن تظل الثقوب بدون تمزق.
يُستخدم قص القوالب لإنشاء أشكال من تصميمات الملصقات أو البطاقات. عند تصميم الملصقات، قم بتدوير كل الزوايا لمنع تطبّق الملصقات وتجنب عمليات قص البطانة (عمليات قص السندان). لا يوصى أيضًا بالشقوق الخلفية والنوافذ البارزة.
إذا كانت الثقوب أو القوالب المقصوصة جزءًا من تصميم مادة الطباعة، فيُوصى بالأربطة. تساعد هذه المناطق غير المقصوصة الصغيرة (1.6مم أو 0.06بوصة تقريبًا) في ثبات النموذج ومنع التمزق عند عمليات الثقب وقص القوالب أثناء الطباعة.
بالنسبة إلى المناطق ذات القوالب المقصوصة أو الثقوب التي تتداخل أو تقدم منتجًا نهائيًا صغيرًا، توفر الأربطة الموجودة على زوايا التصميم ثباتًا إضافيًا. قد تكون الأربطة موجودة في أي مكان بطول الثقوب أو القوالب المقصوصة. أما بالنسبة للمنتجات الحساسة للضغط، فتساعد الأربطة على منع تقشر الملصقات عن البطانة أثناء وجودها في الطابعة. لا يمكن استخدام الأربطة لتعويض قوة التحرير غير الكافية للاصق في تصميمات الملصقات.
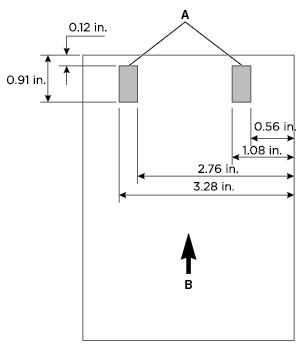
يوجد في بعض الطابعات مجموعة بكرة الالتقاط التي تغذي الورق بشكل أكثر موثوقية من نظام ترس الزاوية المستخدم في طُرز الطابعات السابقة. تتضمن المجموعة بكرتين تلمسان ورق الوسائط. تجنب وضع الثقوب العميقة في هذه المناطق حيث قد يتداخل الورق، مما يسبب تغذية ورقات متعددة. يجب أن تسقط الثقوب التي قد تسبب التداخل والبروز خارج منطقة بكرة الالتقاط على الحافة الأمامية للورق. يختلف هذا عن مسافة 0.50 بوصة التي نوصي بتركها بالجزء العلوي من النموذج مع الطابعات ذات نظام ترس الزاوية. استخدم الثقوب بالغة الصغر لتجنب مشاكل التداخل.
تأكد من سقوط الثقوب خارج منطقة تبلغ 0.12–0.91 بوصة من الحافة الأمامية للوسائط.
|
A |
موقع بكرة الالتقاط |
|
B |
اتجاه التغذية |
تجنب مواد الصور البارزة والغائرة. فقد يؤدي استخدام هذه المواد إلى التداخل وحالات تغذية الورق المزدوج، كما تقلل عملية الصهر بشكل كبير من ارتفاع الصورة البارزة. تؤدي الطباعة على مقربة شديدة من النقوش إلى سوء جودة الطباعة وسوء درجة الصهر.
لا نوصي باستخدام المواد المعدنية في النماذج، سواء في الأحبار أو المواد الأخرى، نظرًا لإمكانية توصيلها وقدرتها على التوصيل الكهربائي. يمكن أن تتداخل هذه الخاصية مع نقل مسحوق الحبر وتسبب سوء جودة الطباعة.
عند تصميم النماذج، قم بتضمين منطقة غير مطبوعة تبلغ 8.38 مم (0.33 بوصة) في أعلى وأسفل النموذج و6.35 مم (0.25 بوصة) على كلا جانبي النموذج.
بشكل عام، يُعد الاتجاه الطولي التخطيط المفضل، لا سيما إذا كنت تقوم بطباعة الرموز الشريطية. قد يسبب اختيار الاتجاه العرضي وجود اختلافات في سرعة مسار الورق لتوفير اختلافات التباعد عند طباعة الرموز الشريطية.