Etiketter
Etiketter
eller trykfølsomme materialer er materialer i flere lag, der indeholder forskellige kombinationer af frontark (printbart trykpapir), klæbestoffer og aftagelige beskyttende bagsider (bagsidepapir). Disse lag kan medføre tykke materialer, der er svære at håndtere.
Etiketter er blandt de mest vanskelige udskriftsmaterialer for alle slags printere at indføre stabilt og udskrive. Faktorer som f.eks. varme, tryk og papirsti kan gøre udskrivning på etiketter særdeles vanskelig. Temperaturer nær 225 °C (437 °F) og et tryk på 25 psi kan f.eks. være nødvendigt i forbindelse med fikseringsprocessen. Temperaturer varierer mellem printere. Kontrollér afsnittet for din printer. Kraftigt etikettrykpapir kan absorbere varme, hvilket påvirker tonerbindingen og udskriftskvaliteten, og det kan medføre delaminering.
Bemærk!
Sørg for at bruge etiketter specielt designet til laserprintere for at forhindre, at etiketterne falder af eller delaminerer.
Etiketretningslinjer
-
Indstil papirstørrelse, -type, -struktur og -vægt i menuen Papir, så de passer til de etiketter, der er lagt i skuffen.
-
Udskriv prøver på etiketter, før du køber store mængder.
-
Brug etiketter, der er beregnet til brug i laserprintere.
-
Anvend ikke etiketter med glat bagsidemateriale.
-
Anvend ikke etiketter med ikke-tildækket klæbemiddel.
-
Brug hele etiketark. Ark, hvor nogle af etiketterne mangler, kan medføre, at etiketterne falder af under udskrivning og forårsager papirstop. Brug af ark, hvor nogle af etiketterne mangler, kan også medføre, at der afsættes klæbemiddel i printeren og på tonerpatronen, hvilket kan gøre garantien til printeren og tonerpatronen ugyldig.
-
Bøj, luft og juster etiketkanterne inden ilægning.
-
Brug kun etiketark uden mellemrum mellem etiketterne.
-
Udskriv ikke kontinuerligt et stort antal etiketter.
-
Undgå at bruge etiketter med belægning eller dimensionering, der er anvendt for at gøre etiketterne væskeresistente.
-
Kør kun etiketter gennem printeren én gang, da de ellers kan kontaminere printeren.
-
Ilæg etiketark med etiketenden først.
-
Brug langbanet papir i stedet for kortbanet papir, der har en tendens til at krølle nemt.
Gennemgå etiketdesignet med et konverteringsfirma eller en leverandør, der har omfattende viden om etiketter og laserprintere for at sikre dig, at du bruger den rigtige type etiketter.
Du kan finde yderligere oplysninger om etiketunderstøttelse til printeren i
Printerspecifik papirunderstøttelse
.
Etiketkomponenter
Etiketter er sammensat af tre grundlæggende dele: bagside, klæbemiddel og frontark. Etiketter kan også have et toplag, der påvirker udskrivningen. For at forhindre, at etiketter falder af, følges de anbefalede retningslinjer for etiketdesign. Etiketter, der falder af, kan forårsage papirstop. Etiketten eller klæbemidlet kan også smelte, hvis arket sidder fast i fuseren. Valg af relevante materialer for hver af disse etiketkomponenter bidrager til at sikre pålidelig udskrivning.
Bagsider
Bagsiden
, der også er kendt som holderen, er det materiale, hvorpå etiketten fastgøres. Bagsiden fastholder etiketten gennem printeren og påvirker indføringsstabiliteten direkte. Bagsidevægte og konstruktion afhænger af de printbare fronttrykpapir, der anvendes. Der er flere oplysninger i
Frontark (printbart trykpapir)
.
Vævet bagside, almindelig tyk bagside, bindingslignende bagside, porøs bagside eller fladtliggende bagside foretrækkes. Bagsider konstrueret til brug sammen med højhastighedslaserprintere (50 sider pr. minut eller mere) leverer muligvis ikke et acceptabelt resultat.
En bagside bør bøje nemt og returnere til dens oprindelige flade tilstand, når den slippes. Formularer, der forbliver bøjede, kan forårsage papirstop eller skade arkets kant. Bøjningen påvirker tidligere printermodeller ved at bruge et hjørneskjold i stedet for en opsamlingsrulleenhed, der separerer arkene.
Noget bagsidemateriale, der anvendes i trykfølsomme konstruktioner, kaldes
etiketpapir
. Etiketpapir er enten Machine Finish (MF) eller Engelsk Finish (EF), der er kalendreret, superkalendreret eller belagt på den ene side. En MF har varierende grader af overfladeglathed. Antallet af gange, papiret passerer igennem rullerne (vådt eller tørt) under fremstillingen, bestemmer overfladeglatheden. En EF har en ubehandlet lavglansfinish. Etiketpapir kan også anvendes som frontark til trykfølsomme papirprodukter, som f.eks. materialer, der anvendes til dobbeltsidede formularkonstruktioner.
Superkalendrering
producerer højglansoverflader, der kan være glatte. Printere kan have svært ved at opsamle og indføre nogle superkalendrerede bagsider pålideligt. Vi anbefaler ikke, at du anvender superkalendrerede bagsider, der er udviklet til højhastighedslaserprintere (50 eller flere sider pr. minut).
Nogle trykfølsomme konstruktioner bruger kraftpapirbagsider eller blegede bagsider. Kraftpapirbagsider er fremstillet af sulfatpulp og er MF eller maskinglaserede (MG). Det meste MG-papir har en højglansfinish. Glaserede højglansoverflader kan danne flere skævheder og er vanskeligere for printerens indføringsmekanisme at håndtere pålideligt. Nogle kraftpapirbagsider kan levere acceptable resultater, men vi anbefaler dog på det kraftigste omfattende test af trykfølsomme konstruktioner med kraftpapirbagsider.
Vævede bagsider eller almindelige tykke bagsider reducerer tonerkontamineringen inden i printeren og forbedrer indføringsydelsen. Glatte, ikke-porøse bagsider er sværere at indføre og skaber mere toneraflejring i fuseren og backuprullen. Ru bagsider kan øge friktionen i papirgangen, hvilket kan forårsage skævheder og papirstop. Bagsidens frontmateriale skal have et smeltepunkt, som også kan modstå fusertemperaturer på næsten 225 °C (437 °F). Et fraskåret område på maksimalt 3 mm (0,12") kan eksponere frontmaterialet for sådanne temperaturer og kan forårsage smeltning eller kontaminering i fuseren.
For meget papirstøv eller avner fra bagsiden kan påvirke udskriftskvaliteten. Hvis en bagside producerer store mængder papirstøv eller avner under konverteringen, kan snavset blive pakket med materialet og ende i printeren. Disse egenskaber kan også påvirke udskriftskvaliteten, når de føres gennem printeren. Du kan finde yderligere oplysninger om bagsider hos din etiketleverandør.
Klæbemidler
Der er tre grundlæggende typer klæbemidler: Aftageligt, permanent og semipermanent (kold temperatur). Alle typer kan bruges sammen med printeren, hvis de har den rette sammensætning. Akrylbaserede klæbemidler er generelt at foretrække til printere til etiketenkeltark.
De primære klæbemiddelrelaterede udskrivningsproblemer er kontaminering af printere og kassetter. Klæbemidlerne er tyktflydende og kan indeholde ustabile komponenter. Hvis arket sætter sig fast i fuseren, kan klæbemidlet smelte og kontaminere dele af printeren eller afgive dampe. Brug hele etiketark for ikke at eksponere klæbemidlet for papirgangsstyrene, fremføringsrullerne, opladningsrullen, fotokonduktortromlen, overføringsrullen og løsgøringstappe.
Zonelimning
betyder, at klæbemiddel kun påføres, hvor der er behov for det. apiretiketter og integrerede formularer anvender typisk zonelimning. Desuden kan en ikke-klæbende kant på 1 mm (0,04 ") omkring den yderste kant på etiketarket frembringe gode resultater. Du kan finde yderligere oplysninger om design af etiketter til printeren hos din producent af klæbemiddel eller etiketleverandør.
En
fraskåret kantmatrix
langs trykpapirets ydre kant, kombineret med klæbemiddel, der ikke siver, hjælper med at forhindre klæbemiddelkontaminering. Dette design kræver et stivere bagsidemateriale for at forebygge skader, når arket flugter med referencekanten. Generelt er vinyl- og polyesteretiketter velegnede til dette design. Papir- og dobbeltsidet design kan kræve test for at afgøre, hvilken bagside der giver gode resultater.
Sørg for, at frigivelsesstyrken er tilstrækkelig til, at etiketterne bliver siddende på bagsiden og ikke falder af i printeren. Klæbemidler bør kunne modstå tryk på op til 25 psi og fusertemperaturer på 225 °C (437 °F) uden delaminering, der kan danne farlige dampe eller sivning langs etiketternes kanter, perforeringer eller udstansninger. Forskydningsstyrken bør være stærk nok til at forhindre klæbemiddelstrenge. Kontakt din etiketleverandør for at få yderligere oplysninger.
Frontark (printbart trykpapir)
Papir, vinyl og polyester er de mest almindelige materialer til printbart trykpapir. Printbart trykpapir skal kunne modstå temperaturer op til 225 °C (437 °F) og tryk op til 25 psi . Kontakt din etiketleverandør for at få yderligere oplysninger.
Test det printbare trykpapir grundigt for at sikre dig, at det fungerer tilfredsstillende med din printer.
Toplag
Toplag til ikke-papiretiketter kan enten være vandbaserede eller opløsningsmiddelbaserede. Undgå toplag, der indeholder kemikalier, der udsender sundhedsskadelige dampe ved opvarmning, eller når det udsættes for tryk. Toplag påvirker udskriftskvaliteten, indføringsstabiliteten og tonerbindingen til frontarket. Toplag skal kunne modstå temperaturer på op til 225 °C (437 °F) og tryk op til 25 psi i 100 millisekunder for at forhindre fuserskader.
Vandbaserede toplag har en tendens til at være mere ledende end opløsningsmiddelbaserede toplag og er vanskeligere at fiksere. Ved nogle vandbaserede toplag og tunge bagsider kan fuserkvaliteten ligge under et acceptabelt niveau. Opløsningsmiddelbaserede toplag har en tendens til at være mindre ledende end vandbaserede toplag. Ved nogle opløsningsmiddelbaserede toplag ligger fuserkvaliteten inden for de acceptable niveauer, når der anvendes tungere bagsider.
Udskriftskvaliteten bliver muligvis forringet ved brug af toplag på etiketter med tungere bagsider. Brug af lettere bagsider kan reducere forekomsten af stænk. Test etiketterne grundigt for at sikre dig, at toplaget fungerer tilfredsstillende med din printer.
Etiketegenskaber
Materialer, der anvendes til at konstruere etiketter, har en lang række egenskaber, der kan påvirke udskriften. Ustabile komponenter i etiketmaterialerne og i selve klæbemidlet. Vi anbefaler, at ustabile udledninger fra etiketten, op til 160 °C (320 °F), er af en minimal mængde. De ustabile komponenter, der har et lavt kogepunkt, producerer udledninger, når de opvarmes i fuseren og kan afgive dampe, der kan beskadige printeren.
Fortrykt blæk kan også forårsage printerkontaminering og kan forefindes på den ene side eller på begge sider af etiketarket.
Inden du køber store mængder etiketter, skal du foretage en omfattende test af etiketterne sammen med printeren.
Etiketter med en fraskåret kantmatrix har ikke et område omkring enkeltarkets yderkant. Etiketter med en helt fraskåret matrix har ikke udstanset trykpapir omkring og mellem etiketterne. Denne egenskab gør det let at tage etiketterne af bagsiden.
Etiketter uden kanter er skåret tæt ved hinanden, og der er intet ekstra område mellem dem. Brug ikke etiketter uden kanter med en fraskåret kantmatrix.
Udstansede etiketter er skåret med et ikke-printbart område mellem hver etiket. Du opnår de bedste resultater ved ikke at udskrive inden for 2,3 mm (0,09 ") fra etiketkanten, fra perforeringerne eller mellem etiketternes udstansninger.
Hvis du bruger en etiket uden kanter eller med udstansninger, skal du sørge for, at der ikke forekommer klæbemiddelkontaminering. Etiketter bruger forskellige niveauer og typer af klæbemiddel og forskellige bagsidematerialer og fronttrykpapir. Klæbemiddel kan sive fra alt etikettrykpapir. Sørg for, at der ikke er klæbemiddelstrenge på udstansningerne. Du kan undgå klæbemiddelkontaminering ved at bruge zonelimning eller mønsterbelagt klæbemiddel med en ikke-klæbende kant på ca. 1 mm (0,04 ") eller større.
Hvis zonelimning ikke anvendes, anbefaler vi en fraskåret kantmatrix. Den fraskårne kantmatrix varierer med typen af fronttrykpapir, bagside og klæbemiddel. Følgende tabel viser retningslinjerne for den fraskårne kantmatrix.
Bemærk!
Målingerne kan variere ± 0,5 mm.
|
Papir* (enkeltark eller dobbeltsidet)
|
140-180 g/m
2
|
1,6 mm (0,0625 ")
|
215,9 mm (8,5 ") ved forkant
279,4 mm (11 ") ved bagkant (venstre margenside)
|
|
Vinyl
|
265-300 g/m
2
|
|
Polyester og andre frontmaterialer
|
Varierer
|
Brug af enkeltarksetiketter med klæbemiddel påført kanten kontaminerer og ugyldiggør printerens og kassettens garantier.
Hvis du bruger trykfølsomme materialer uden zonelimning, skal du vælge etiketter uden kanter og strengdele og med en fraskåret kantmatrix. Hvis en helt fraskåret kantmatrix er i designet for det endelige produkt, skal du udskrive, før du fjerner matrixen. Hvis matrixen skal fjernes før udskrivning, skal alle hjørner afrundes for at sikre, at klæbemidlet ikke eksponeres.
Papiretiketter i enkeltark
Generelt fungerer papiretiketter i enkeltark godt sammen med printeren.
Belægning eller dimensionering for at gøre papiret væskeresistent reducerer tonerbindingen og øger risikoen for, at toneren kontaminerer fuseren. Som et minimum skal papiretiketter have en vægt og stivhed tilsvarende 75 gm2 tykt kopipapir.
Dobbeltsidede formularer
Konstruktion af dobbeltsidede formularer indebærer sammenføjning af ruller med to forskellige materialer (typisk trykfølsomt papir og tykt papir) og derefter konvertering til et enkeltarksprodukt. Denne konstruktion kræver en fraskåret kantmatrix. Bagsiden skal være stiv nok til at kunne modstå printerens opsamlingskraft. De to materialer skal være tynde nok til, at arket kan ligge fladt i papirskuffen. Forskellen i tykkelse kan forårsage, at materialer bøjer ned mod formularens forreste kant, hvilket kan resultere i forringet indføring.
Vi anbefaler, at etikettens forkant skal være tykkere end den dobbeltsidede overlapning for at sikre, at arket ligger fladt i skuffen. Etiketten bør placeres med etiketten vendende nedad i skuffen. Vend etiketten i skuffen, så det trykfølsomme område indføres først i printeren. Etiketten bør ikke have klæbemiddel eksponeret i overlejringsområdet eller andre steder langs etikettens forside eller bagside.
Vi anbefaler, at du designer en ikke-klæbende strimmel med en bredde på mindst 1 mm (0,04 ") langs kanterne på overlejringen. For at forhindre materialet i at glide i fuseren anbefaler vi rifling, som gør det eksponerede silikoneområde i limfugen mere ru.
Frontarket på en dobbeltsidet formular er som regel et trykfølsomt produkt, og derfor er retningslinjerne for papiretiketter gældende for dobbeltsidede formularer.
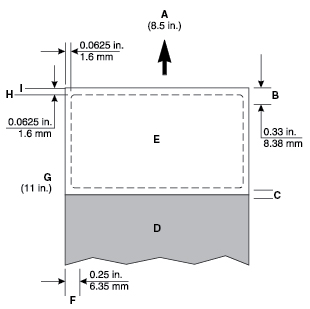
Følgende diagram viser det anbefalede design af den dobbeltsidede formular. Det ikke printbare område kan variere afhængigt af printermodellen.
|
A
|
Forkant
|
|
B
|
Ikke-printbart område
|
|
C
|
Overlay
|
|
D
|
Papir
|
|
E
|
Trykfølsomt
|
|
F
|
Ikke-printbart område
|
|
G
|
Referencekant
|
|
H
|
Fraskåret kant
|
|
I
|
Bagsidekant
|
Vinyl- og polyesteretiketter
Vinyletiketter fungerer godt inden for de angivne designparametre. Vinyl er varmefølsomt, så bagsiderne skal være tykke nok til at absorbere overskydende varme og forhindre smeltning. En hel fraskåret matrix kan forårsage klæbemiddelkontaminering. Tynde bagsider eller svag trækstyrke kan føre til, at etiketterne falder af inde i printeren, hvilket kræver printerservice.
Materialer, hvis bagsidefronts smeltetemperaturer er lavere end fusertemperaturen, skal eventuelt have fraskårne områder på forkant og bagkant på maks. 1,6 mm på grund af problemer med indføringen. Vi anbefaler, at bagsidefronten konstrueres med materiale, der kan modstå fusertemperaturen, hvilket sikrer, at fraskårne områder ikke skal ændres fra 3 mm til 1,6 mm.
Når et 1,6 mm fraskåret område anvendes, er det meget vigtigt, at tolerancen på 1,6 mm fastholdes. Med et fraskåret område på mindre end 1,6 mm er der risiko for klæbemiddelkontaminering.
Vinyl er ikke-absorberende, og det fører til ophobning af toner i fuseren, hvilket kræver særlig vedligeholdelse. Du kan finde flere oplysninger om vedligeholdelse af printeren i den dokumentation, der leveres sammen med printeren. Vinyl kan kræve et toplag for at sikre god tonerbinding. Når du kører vinyletiketter, skal du eventuelt installere en oliefuserrenser.
Polyesteretiketter er mindre varmefølsomme, men er også ikke-absorberende. Bagsider til polyesteretiketter kan være tyndere, men krav til belægninger og rensning er de samme som ved vinyletiketter.
Integrerede formularer
For at oprette integrerede formularer bruger konverteringsfirmaet varmesmelteklæbemidler for at påføre etiketklæbemidlet og bagsiden til et basismateriale (typisk papir).
Olieblødning, der kan genkendes ved et misfarvet frontark, kan være et problem med disse formularer. Olie kan også overføres fra den øverste del til bagsidens overflade, mens den er på rullen, før konverteringsprocessen finder sted. Disse formularer kan være glatte, og opsamlingsmekanismen i printeren kan eventuelt ikke flytte alle arkene fra skuffen ind i printeren. Risikoen for papirstop og forkert indføring øges, hvis der er olie bag på bagsiden.
Klæbemidlet på disse formularer er ofte mønstret på to eller fire sider (en ikke-klæbende ramme på enten to eller fire kanter). Vi anbefaler, at du designer en 1 mm (0,04") ikke-klæbende kant (zonelimet) på alle fire kanter.
Ved udskrivning på integrerede formularer med et langbanet basismateriale skal du anbringe formularen i skuffen, så papirdelen af formularen indføres først i printeren. Anbring den trykfølsomme del af formularen mod den stående venstre kant. Ved integrerede formularer med et kortbanet basismateriale skal du anbringe formularen i skuffen, så den trykfølsomme del føres først ind i printeren.
På grund af de integrerede formularers unikke konstruktion kan du opleve stakningsproblemer i udskriftsskuffen. Hvis du oplever stakningsproblemer med formularerne, skal du kontakte din marketingrepræsentant.
Bemærk!
Test nogle formularer, inden du køber store mængder.
Udskrivning på etiketter
Udskriv kun på hele etiketark. Ark med manglende etiketter kan falde af under udskrivningen og medføre papirstop. Ark med manglende etiketter kan også efterlade klæbemiddelmærker på printeren og kassetten, hvilket kan gøre servicegarantierne på printeren og kassetten ugyldige.
Indfør kun etiketter gennem printeren én gang. Ellers kan kassetten og andre komponenter blive kontamineret af klæbemiddel.
Afhængigt af printermodellen og antallet af etiketter, der skal udskrives, kan udskrivning af etiketter kræve særlig vedligeholdelse af printeren. Du kan finde flere oplysninger om udskrivning af etiketter i
Printerspecifik papirunderstøttelse
.
Vedligeholdelsesprocedurer
Bemærk!
Disse procedurer gælder kun monolaserprintere.
Hvis udskriftskvaliteten begynder at blive forringet ved udskrivning på vinyletiketter, skal du gøre følgende:
-
Udskriv på fem ark papir.
-
Vent ca. fem sekunder.
-
Udskriv på fem ark papir mere.
For at vedligeholde printerens indføringsstabilitet skal du gentage denne rensning, hver gang du udskifter tonerkassetten.
Bemærk!
Manglende overholdelse af vedligeholdelsesprocedurerne for din printer kan forårsage papirstop, dårlig udskriftskvalitet, indføringsproblemer og fuserproblemer.
Dupleksudskrivning af etiketter
Typisk er etiketter ikke dobbeltsidede på grund af deres specielle konstruktion. Men udskrivning på begge sider af etiketarket kan være muligt, hvis specifikke design, konstruktioner og retningslinjer følges.
Ved udvikling af en papiretiket til dupleksudskrivning bør konverteringsfirmaet sikre, at etiketten er designet til at beskytte mod kontaminering eller ophobninger. Kontaminering medfører papirindføringsproblemer eller papirstop.
Vi anbefaler brug af etiketark, der har en ikke-klæbende kant omkring etiketområdet. Sørg for, at frigivelsesstyrken er nok til at modstå temperaturer på 225 °C (437 °F) og et tryk på op til 25 psi .
Brug etiketbindinger efter behov. Disse små ubeskårne områder (ca. 1,6 mm eller 0,06 ") hjælper med at stabilisere etiketarket og forhindrer, at perforeringer og udstansninger afrives under udskrivning. Etiketbindinger forhindrer også, at etiketter bliver dispenseret for tidligt i printeren.
Slidser og snit i etiketterne eksponerer printeren for klæbemidlet. Du opnår det bedste resultat ved at placere etiketarket, så slidser og snit ikke er justeret med ribberne i dupleksenheden eller printerens redriveområder. Det bevirker, at kontaktpunkter mellem etikettens klæbemiddel og printeren fjernes og forhindrer klæbemiddelkontaminering af printeren. Der er flere oplysninger i
Designretningslinjer for primært ribbemønster til justering af referencekant
.
Ilæg etiketark med etiketenden først. Brug langbanet papir i stedet for kortbanet papir, der har en tendens til at krølle nemt.
Hvis et konverteringsfirma udvikler et kortbanet etiketark til dupleksudskrivning, skal du først teste arket for at sikre, at det fungerer tilfredsstillende.
Bemærk!
Vi anbefaler, at du tester alle materialer til anvendelsesformålet og med printeren, før du køber store mængder.
Det kan være nødvendigt, at du monterer en fuserarm, før du kan udskrive dobbeltsidede etiketter. Fuserarmen gør det muligt for printeren at udskrive på begge sider af papiretiketterne. Se
Printerspecifik papirunderstøttelse
for at finde ud af, om printeren skal bruge en fuserarm.
Designretningslinjer for primært ribbemønster til justering af referencekant
-
Det primære ribbemønsters funktion er at levere den bedste understøttelse af medier under transport. Hvis et medie rører en bestemt overflade, skal den overflade have det primære ribbemønster.
-
Indføringsstien skal styre den forreste kant af mediet ind i den primære føringsflade og ikke den sekundære overflade. Denne justering sikrer, at mediets forkant har fast bestemt placering på den føringsflade, der har den bedste understøttelse.
-
Hændelsesvinklen på mediets forkant må ikke være mere end 30°, når den rører den primære føringsflade. Denne vinkel sikrer, at mediet ikke støder mod styrene og reducerer mængden af energi, som styret påfører mediet.
-
Det primære ribbemønster skal være således, at ribben understøtter en forlængelse på mellem 3 og 10 mm (0,12 og 0,40 ") fra kanten af papiret. Ved konvolutter skal ribben kun forlænges mellem 2 og 10 mm (0,08 og 0,40 ") fra kanten af konvolutterne. Denne ribbeunderstøttelse sikrer, at mediets hjørner forbliver stive, så de ikke folder og fanger andre overflader i printeren. Det forhindrer også, at mediets hjørner fanger den indvendige overflade på papirgangens ribbe.
-
Det primære ribbemønster bør ikke have ribber tættere end 3 mm (0.12 ") på papirets og konvolutternes yderkant. Denne ribbetolerance sikrer, at mediet ikke støder ind i ribbe, der er for tæt på kanten af det pågældende medie.
-
Den maksimale ribbeafstand fra det primære ribbemønster må ikke være mere end 20 mm (0,79 "). Mellemrummene sikrer, at mediets forkant forbliver fladt, mens det bevæger sig gennem systemet.
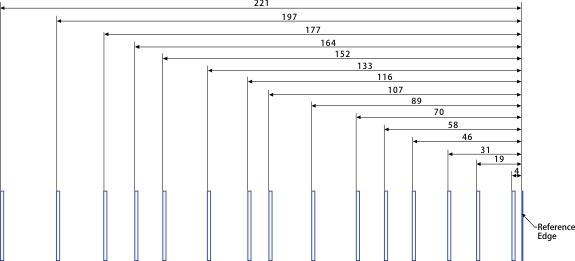
Ribbemønster for Lexmark C6160, CS820, CS827, CX820, CX825, CX827, CX860, XC6152, XC8155, XC8160
|
|
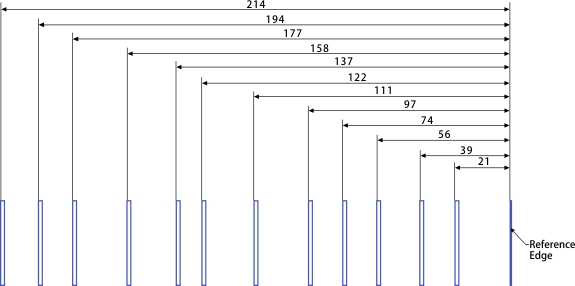
Ribbemønster for Lexmark C4150, C4342, C4352, CS720, CS725, CS727, CS728, CS730, CS735, CX725, CX727, CX730, CX735, XC4140, XC4150, XC4342, XC4352
|
|
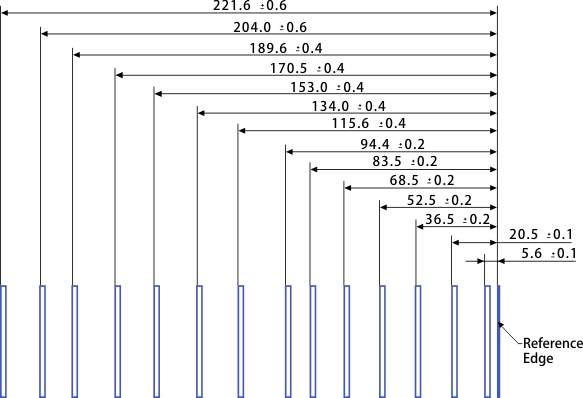
Ribbemønster for Lexmark B2865, M5255, M5265, M5270, MB2770, MS725, MS821, MS822, MS823, MS824, MS825, MS826, MX721, MX722, MX725, MX822, MX824, MX826, XM5365, XM5370, XM7355, XM7365, XM7370
|
|