Τα υλικά εκτύπωσης έχουν μετρήσιμα χαρακτηριστικά που πρέπει να λάβετε υπόψη κατά την επιλογή ή τη σχεδίαση φορμών για τη συγκεκριμένη εφαρμογή.
Ο όρος βασικό βάρος χρησιμοποιείται για να περιγράψει το βάρος 500 φύλλων χαρτιού (μία δεσμίδα) σε λίβρες. Ωστόσο, το τυπικό μέγεθος χαρτιού καθορίζει το βάρος, το οποίο μπορεί να μην είναι το μέγεθος που έχετε αγοράσει. Επομένως, τα βασικά βάρη δεν είναι πάντα εύκολα συγκρίσιμα. Ένα παράδειγμα είναι το τυπικό μέγεθος χαρτιού τύπου bond 20 lb, το οποίο έχει διαστάσεις 17 x 22 ίντσες, και μία δεσμίδα που ζυγίζει 20 λίβρες. Αν το χαρτί έχει κοπεί δημιουργώντας τέσσερις δεσμίδες των 8,5 x 11 ιντσών, τότε κάθε δεσμίδα θα επισημανθεί ως χαρτί τύπου bond 20 lb, αλλά θα ζυγίζει μόνο πέντε λίβρες.
Αν το ίδιο χαρτί ζύγιζε 24 λίβρες, τότε θα αποκαλείται χαρτί τύπου bond 24 lb. Το χαρτί τύπου bond 24 lb έχει μεγαλύτερο πάχος, είναι πιο βαρύ και πιο πυκνό σε σχέση με το χαρτί τύπου bond 20 lb. Η χρήση χαρτιού μεγαλύτερου πάχους σημαίνει ότι μπορεί να τοποθετηθεί λιγότερο χαρτί στη θήκη. Ένα πιο βαρύ και πιο πυκνό χαρτί μπορεί να προκαλέσει εμπλοκές ή προβλήματα αξιοπιστίας στην τροφοδότηση σε ορισμένους εκτυπωτές. Για να επαληθεύσετε ότι το βασικό βάρος χαρτιού που χρησιμοποιείται είναι αποδεκτό, ανατρέξτε στον πίνακα με τα υποστηριζόμενα βάρη χαρτιού στην ενότητα Χαρτί που υποστηρίζεται σε συγκεκριμένους εκτυπωτές .
Δεν σχετίζονται όλα τα βασικά βάρη με το ίδιο τυπικό μέγεθος φύλλου. Για παράδειγμα, ένα υλικό 70 lb μπορεί να είναι πιο ελαφρύ από ένα υλικό 40 lb, αν βασίζεται σε χαρτί μεγαλύτερου βασικού μεγέθους. Η μετρική μέτρηση g/m 2 (γραμμάρια ανά τετραγωνικό μέτρο) είναι ένας πιο συνεπής τρόπος σύγκρισης των βαρών και έχει τυποποιηθεί από τον Διεθνή Οργανισμό Τυποποίησης (ISO).
Ο εκτυπωτής μπορεί να δεχτεί ένα ευρύ φάσμα βαρών υλικού, αλλά τα υλικά που είναι πιο ελαφριά ή πιο βαριά μπορεί να προκαλέσουν προβλήματα στην εκτύπωση. Τα υλικά πιο είναι βαριά και έχουν μεγαλύτερο πάχος ενδέχεται να μην θερμαίνονται αρκετά γρήγορα στη μονάδα τήξης, με αποτέλεσμα την κακή ποιότητα εκτύπωσης. Μπορεί, επίσης, να τροφοδοτούνται λιγότερο αξιόπιστα ή να παρουσιάζουν στρέβλωση λόγω του βάρους ή της σκληρότητάς τους. Αντίθετα, τα πιο ελαφριά υλικά μπορεί να τσαλακωθούν και να μπλοκάρουν στον εκτυπωτή λόγω χαμηλής αντοχής δέσμης (ακαμψία).
Χρησιμοποιήστε τον παρακάτω πίνακα για να συγκρίνετε τα βάρη των διαφόρων τύπων μέσων εκτύπωσης.
|
Μετρικό ισοδύναμο (g/m 2 ) |
Βασικό βάρος (lb/δεσμίδα) |
|||||
|---|---|---|---|---|---|---|
|
Τύπου bond 431,8 x 558,8 χιλ. (17 x 22 ίν.) |
Μετατόπιση 635 x 965,2 χιλ. (25 x 38 ίν.) |
Εξώφυλλο 508 x 660,4 χιλ. (20 x 26 ίν.) |
Bristol εκτύπωσης 571,5 x 889 χιλ. (22,5 x 35 ίν.) |
Bristol ευρετηρίου 647,7 x 774,7 χιλ. (25,5 x 30,5 ίν.) |
Ετικέτα 609,6 x 914,4 χιλ. (24 x 36 ίν.) |
|
|
Τα βάρη χαρτονιών ενδέχεται να διαφέρουν κατά ± 5%. |
||||||
|
60 |
16 |
40 |
18 |
23 |
33 |
37 |
|
75 |
20 |
51 |
28 |
34 |
42 |
46 |
|
80 |
21 |
51 |
30 |
36 |
44 |
49 |
|
90 |
24 |
61 |
33 |
41 |
50 |
55 |
|
100 |
27 |
68 |
37 |
46 |
55 |
62 |
|
110 |
29 |
74 |
41 |
50 |
61 |
68 |
|
120 |
32 |
81 |
44 |
55 |
66 |
74 |
|
145 |
39 |
98 |
54 |
66 |
80 |
89 |
|
160 |
43 |
108 |
59 |
73 |
88 |
98 |
|
175 |
47 |
118 |
65 |
80 |
97 |
108 |
|
200 |
53 |
135 |
74 |
91 |
111 |
123 |
|
215 |
57 |
145 |
80 |
98 |
119 |
132 |
|
255 |
68 |
172 |
94 |
116 |
141 |
157 |
|
260 |
69 |
176 |
96 |
119 |
144 |
160 |
|
300 |
80 |
203 |
111 |
137 |
166 |
184 |
Ανάλογα με τον προσανατολισμό του υλικού καθώς τροφοδοτείται στον εκτυπωτή, μπορεί να χρειαστεί να ζητήσετε τα βαρύτερα υλικά να κοπούν με μικρά ή μεγάλα "νερά" για ευελιξία στις στροφές της διαδρομής χαρτιού.
Για περισσότερες πληροφορίες σχετικά με τα βάρη που υποστηρίζει ο εκτυπωτής, ανατρέξτε στις προδιαγραφές του εκάστοτε εκτυπωτή σε αυτό το έγγραφο.
Όλοι οι εκτυπωτές έχουν περιορισμούς στις διαστάσεις υλικών εκτύπωσης. Για περισσότερες πληροφορίες, ανατρέξτε στην τεκμηρίωση του εκτυπωτή. Σε ορισμένες περιπτώσεις, μπορείτε να επανασχεδιάσετε το αποτέλεσμα της εκτύπωσης για να παρακάμψετε αυτούς τους περιορισμούς. Για παράδειγμα, αν το έγγραφό σας είναι μικρότερο από το ελάχιστο μήκος που υποστηρίζει ο εκτυπωτής, τότε μπορείτε να τοποθετήσετε δύο έγγραφα σε ένα μεμονωμένο φύλλο.
Οι εκτυπωτές Lexmark πληρούν ή υπερβαίνουν όλους τους κανονισμούς και τα πρότυπα εκπομπών του κλάδου. Η συνεχής εκτύπωση σε ορισμένους τύπους χαρτιού ή άλλα μέσα μπορεί να δημιουργήσει αέρια. Αυτό το πρόβλημα δεν προκύπτει με την περιστασιακή εκτύπωση. Βεβαιωθείτε ότι ο εκτυπωτής σας βρίσκεται σε καλά αεριζόμενο χώρο.
Η θερμοκρασία και η υγρασία μπορεί να έχουν σημαντική επίπτωση στην εκτύπωση. Ακόμα και οι μικρές αλλαγές (όπως από μέρα σε νύχτα) μπορούν να επηρεάσουν σημαντικά την αξιοπιστία της τροφοδότησης όταν το υλικό εκτύπωσης είναι μόλις εντός του αποδεκτού εύρους.
Συνιστούμε να προετοιμάζετε το υλικό όταν είναι ακόμα στην αρχική του συσκευασία. Αποθηκεύστε το υλικό στο ίδιο περιβάλλον με τον εκτυπωτή για 24 έως 48 ώρες πριν από την εκτύπωση, έτσι ώστε να σταθεροποιηθεί στις νέες συνθήκες. Όταν το περιβάλλον αποθήκευσης ή μεταφοράς διαφέρει κατά πολύ από το περιβάλλον του εκτυπωτή, μπορεί να χρειαστούν μέχρι και μερικές ημέρες. Ένα υλικό μεγάλου πάχους απαιτεί επίσης μεγαλύτερο χρονικό διάστημα εγκλιματισμού λόγω της μάζας του.
Αν αφαιρέσετε τη συσκευασία από το υλικό προτού να είστε έτοιμοι να το φορτώσετε στον εκτυπωτή, το υλικό αναπτύσσει ανομοιογενή περιεκτικότητα σε υγρασία με αποτέλεσμα να κυρτώνεται. Πριν από τη φόρτωση, συνιστούμε το κύρτωμα να μην υπερβαίνει τα 3 χιλ. (0,125 ίν.). Τα ελαφρύτερα υλικά, όπως οι ετικέτες χαρτιού και ορισμένες ενσωματωμένες φόρμες, είναι πιο πιθανό να παρουσιάζουν προβλήματα εκτύπωσης σε περίπτωση κύρτωσης.
Οι περισσότεροι κατασκευαστές ετικετών συνιστούν την εκτύπωση σε εύρος θερμοκρασιών 18–24°C (65–75°F) με σχετική υγρασία 40%-60%. Οι εκτυπωτές Lexmark έχουν σχεδιαστεί για να λειτουργούν σε εύρος θερμοκρασιών 15,5-32°C (60 έως 90°F) με σχετική υγρασία 8%-80%. Η εκτύπωση σε περιβάλλον που δεν εμπίπτει σε αυτές τις συστάσεις μπορεί να οδηγήσει σε εμπλοκές, προβλήματα τροφοδότησης, μειωμένη ποιότητα εκτύπωσης και προδιανομή ετικετών (αποκόλληση).
Το προτυπωμένο υλικό εισαγάγει ημίρρευστα και πτητικά συστατικά λόγω των υψηλών θερμοκρασιών και της πίεσης που χρησιμοποιούνται στη διαδικασία εκτύπωσης λέιζερ. Τα μελάνια και οι χρωματισμοί προεκτύπωσης αντέχουν σε θερμοκρασία τήξης έως 225°C (437°F) και σε πίεση έως 25 psi, χωρίς μόλυνση του εκτυπωτή ή δημιουργία επικίνδυνων αερίων.
Δεν συνιστούμε μελάνι θερμογραφίας. Τα μελάνια θερμογραφίας έχουν κηρώδη υφή και η εκτυπωμένη εικόνα εμφανίζεται υπερυψωμένη στην επιφάνεια του υλικού εκτύπωσης. Αυτά τα μελάνια μπορεί να λιώσουν και να προκαλέσουν βλάβη στη μονάδα τήξης.
Επίσης, τα μελάνια προεκτύπωσης πρέπει να είναι ανθεκτικά στην τριβή, για τη μείωση της σκόνης μελανιού και της εισχώρησης μελανιού στον εκτυπωτή. Αν εκτυπώνετε πάνω σε ένα προτυπωμένο τμήμα, το μελάνι πρέπει να είναι δεκτικό στο τόνερ για να διασφαλίζεται επαρκής τήξη.
Όλα τα μελάνια προεκτύπωσης πρέπει να στεγνώνουν καλά πριν από τη χρήση έντυπων υλικών. Ωστόσο, δεν συνιστάται να χρησιμοποιείτε πούδρες όφσετ ή άλλα ξένα υλικά για να επιταχύνετε το στέγνωμα. Για να διαπιστώσετε αν το μελάνι είναι συμβατό με εκτυπωτές που θερμαίνουν το μελάνι στους 225°C (437°F), επικοινωνήστε με τον μετατροπέα, τον κατασκευαστή ή τον προμηθευτή του μελανιού.
Αν υπάρχει διάτρηση, η γραμμή διάτρησης πρέπει να σταματά στα 1,6 χιλ. (0,06 ίν.) από κάθε άκρο της φόρμας. Με αυτόν τον τρόπο, αποτρέπεται ο διαχωρισμός της φόρμας στη διαδρομή του εκτυπωτή, γεγονός που μπορεί να οδηγήσει σε εμπλοκή. Η θέση της διάτρησης επηρεάζει την αρχική αντοχή συλλογής. Οι διατρήσεις που είναι πιο κοντά στο άκρο μπορεί να αυξήσουν τον αριθμό των εμπλοκών. Για υλικά με ευαισθησία στην πίεση, όπως οι ετικέτες, μειώστε τον αριθμό των διατρήσεων που διαπερνούν το υπόστρωμα ή την επένδυση.
Οι διατρήσεις πρέπει να λειαίνονται έτσι ώστε το υλικό εκτύπωσης να είναι επίπεδο, μειώνοντας την ένθεση των φορμών. Τα άκρα πρέπει να εξομαλύνονται και να καθαρίζονται, χωρίς γυρίσματα. Οι διατρήσεις λέιζερ (γνωστές επίσης ως μικροδιατρήσεις ή data-perfs ) παρέχουν μεγαλύτερη σταθερότητα και είναι προτιμότερες. Αυτές οι μικρότερες διατρήσεις συνήθως δεν παρουσιάζουν ένθεση ούτε δημιουργούν υπερβολική σκόνη και υπολείμματα χαρτιού. Βεβαιωθείτε ότι τα υπολείμματα και η σκόνη χαρτιού που δημιουργήθηκαν κατά τη διάρκεια της διαδικασίας μετατροπής αφαιρούνται πριν από τη συσκευασία.
Αν οι διατρήσεις τσακίζουν ή τσαλακώνονται στη γραμμή διάτρησης, τότε οι διατρήσεις μπορεί να σπάσουν προκαλώντας εμπλοκή χαρτιού. Η τσάκιση μπορεί να αυξήσει τη στρέβλωση, να προκαλέσει την τροφοδότηση διπλών φύλλων ή να δημιουργήσει κηλίδες από τόνερ στο υλικό εκτύπωσης πριν από την τήξη, με αποτέλεσμα την κακή ποιότητα εκτύπωσης. Για να μειώσετε την τσάκιση, χρησιμοποιήστε μικροδιατρήσεις. Αν το υλικό εκτύπωσης κοπεί ελαφρώς καθώς κινείται μέσα στον εκτυπωτή, οι διατρήσεις πρέπει να διατηρηθούν χωρίς να σπάσουν.
Η διαδικασία κοπής με κοπτικό χρησιμοποιείται για τη δημιουργία σχημάτων σε ετικέτες ή χαρτόνια. Κατά τη σχεδίαση ετικετών, στρογγυλέψτε όλες τις γωνίες για να αποφύγετε την αποκόλληση των ετικετών και τα κοψίματα που διαπερνούν την επένδυση (τομές σε σχήμα αμονιού). Οι πίσω σχισμές και τα πτυσσόμενα ανοίγματα δεν συνιστώνται.
Αν οι διατρήσεις και τα κοψίματα είναι μέρος της σχεδίασης του υλικού εκτύπωσης, τότε συνιστώνται τα δεσίματα. Αυτά τα μικρά άκοπα τμήματα (περίπου 1,6 χιλ. ή 0,06 ίν.) βοηθούν στη σταθεροποίηση της φόρμας και αποτρέπουν το σκίσιμο των διατρήσεων και των κοπών κατά τη διάρκεια της εκτύπωσης.
Για τμήματα με κοψίματα ή διατρήσεις που διασταυρώνονται ή δημιουργούν ένα μικρό τελικό προϊόν, τα δεσίματα στις γωνίες του σχεδίου παρέχουν πρόσθετη σταθερότητα. Τα δεσίματα μπορούν να τοποθετηθούν σε οποιοδήποτε σημείο κατά μήκος των διατρήσεων ή των κοπών. Για προϊόντα με ευαισθησία στην πίεση, τα δεσίματα βοηθούν ώστε να αποφεύγεται η αποκόλληση των ετικετών από την επένδυση όταν βρίσκονται στον εκτυπωτή. Τα δεσίματα δεν μπορούν να χρησιμοποιηθούν για την αντιστάθμιση τυχόν ανεπαρκούς αντοχής απελευθέρωσης της κολλητικής ουσίας σε σχέδια ετικετών.
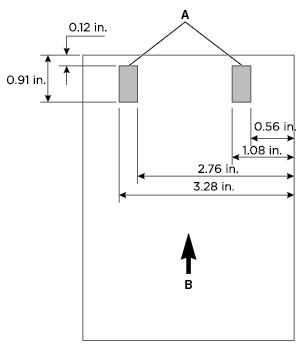
Ορισμένοι εκτυπωτές διαθέτουν ένα συγκρότημα κυλίνδρων συλλογής για πιο αξιόπιστη τροφοδότηση χαρτιού σε σχέση με το σύστημα γωνιακού διαχωριστικού που χρησιμοποιείται σε προηγούμενα μοντέλα εκτυπωτών. Το συγκρότημα έχει δύο κυλίνδρους που έρχονται σε επαφή με το χαρτί. Αποφεύγετε να δημιουργείτε βαθιές διατρήσεις σε αυτά τα τμήματα, καθώς το χαρτί μπορεί να παρουσιάσει ένθεση προκαλώντας την τροφοδότηση πολλών φύλλων. Οι διατρήσεις που θα μπορούσαν να προκαλέσουν ένθεση και τσάκιση πρέπει να βρίσκονται εκτός της περιοχής του κυλίνδρου συλλογής στο μπροστινό άκρο του χαρτιού. Αυτό διαφέρει από τον χώρο των 0,50 ιντσών που σας συνιστούμε να αφήνετε στο επάνω μέρος της φόρμας για εκτυπωτές με σύστημα γωνιακού διαχωριστικού. Χρησιμοποιείτε μικροδιατρήσεις για την αποφυγή προβλημάτων ένθεσης.
Βεβαιωθείτε ότι οι διατρήσεις βρίσκονται εκτός του τμήματος των 0,12-0,91 ιντσών στο μπροστινό άκρο του μέσου εκτύπωσης.
|
A |
Θέση κυλίνδρου συλλογής |
|
B |
Κατεύθυνση τροφοδότησης |
Αποφεύγετε τα εσώγλυφα και ανάγλυφα υλικά. Η χρήση αυτών των υλικών μπορεί να οδηγήσει σε ένθεση και τροφοδότηση διπλών φύλλων. Επίσης, η διαδικασία τήξης μειώνει σημαντικά το ύψος της ανάγλυφης εικόνας. Η εκτύπωση πολύ κοντά σε ανάγλυφες αποτυπώσεις έχει ως αποτέλεσμα κακή ποιότητα εκτύπωσης και χαμηλό βαθμό τήξης.
Δεν συνιστούμε τη χρήση μεταλλικών σε φόρμες, είτε σε μελάνια είτε σε άλλα υλικά, λόγω της αγωγιμότητας και της ικανότητάς τους να εκρέουν. Αυτή η ιδιότητα μπορεί να επηρεάσει τη μεταφορά του τόνερ και να οδηγήσει σε κακή ποιότητα εκτύπωσης.
Κατά τη σχεδίαση φορμών, συμπεριλάβετε ένα μη εκτυπώσιμο τμήμα 8,38 χιλ. (0,33 ίν.) στο επάνω και στο κάτω μέρος της φόρμας και 6,35 χιλ. (0,25 ίν.) στα πλάγια της φόρμας.
Σε γενικές γραμμές, ο κατακόρυφος προσανατολισμός είναι η προτιμώμενη διάταξη, ειδικά αν εκτυπώνετε γραμμικούς κώδικες. Αν επιλέξετε τον οριζόντιο προσανατολισμό, οι διακυμάνσεις στην ταχύτητα διαδρομής χαρτιού μπορεί να προκαλέσουν τη δημιουργία παραλλαγών διαστήματος κατά την εκτύπωση γραμμικών κωδίκων.