Etiquetas
Las
etiquetas
o materiales sensibles a la presión son materiales de varias capas que contienen distintas combinaciones de materiales frontales (cara de impresión), adhesivos y materiales de soporte protectores extraíbles (papeles soporte). Estas capas pueden dar como resultado materiales gruesos difíciles de procesar.
Las etiquetas se encuentran entre los materiales de impresión más complicados en términos de fiabilidad de alimentación e impresión. Factores como las temperaturas altas, la presión y el trayecto del papel pueden dificultar considerablemente la impresión en etiquetas. Por ejemplo, el proceso de fusión puede requerir temperaturas próximas a 225 °C (437 °F) y presiones de hasta 25 psi. La temperatura varía de una impresora a otra. Consulte la sección correspondiente a su impresora en particular. El material de etiquetas pesado puede absorber el calor, lo que afecta a la adhesión del tóner y la calidad de impresión, y provoca delaminación.
Nota:
Para evitar que se produzca desprendimiento o delaminación en las etiquetas utilizadas, asegúrese de que estén diseñadas específicamente para impresoras láser.
Directrices para etiquetas
-
Defina el tamaño, el tipo, la textura y el peso del papel en el menú Papel para que coincidan con las etiquetas cargadas en la bandeja.
-
Imprima muestras en las etiquetas antes de adquirir grandes cantidades.
-
Utilice etiquetas diseñadas específicamente para impresoras láser.
-
No utilice etiquetas con un material de soporte liso.
-
No utilice etiquetas con el adhesivo visible.
-
Utilice hojas con etiquetas completas. Las hojas incompletas pueden provocar que las etiquetas se despeguen durante la impresión, causando un atasco de papel. Las hojas incompletas contaminan también la impresora y el cartucho con material adhesivo, lo que podría anular su garantía.
-
Flexione, airee y alinee los bordes de las etiquetas antes de cargarlas.
-
Utilice únicamente hojas de etiquetas que no tengan separación entre las etiquetas.
-
No imprima grandes cantidades de etiquetas de forma continua.
-
No utilice etiquetas que tengan aplicado un tratamiento o resinas para mejorar la resistencia a los líquidos.
-
No pase las etiquetas más de una vez por la impresora, ya que podría producirse contaminación en la máquina.
-
Las hojas de etiquetas se deben cargar con el extremo de la etiqueta al principio.
-
Utilice papel de fibra larga en lugar de papel de fibra corta, ya que este tiende a curvarse fácilmente.
Revise el diseño de las etiquetas con la ayuda de un convertidor o proveedor que posea amplios conocimientos sobre etiquetas e impresoras láser, con el fin de asegurarse de que utiliza el tipo correcto de etiquetas.
Para obtener más información sobre las etiquetas compatibles con su impresora, consulte
Soporte de papel específico para impresoras
.
Componentes de las etiquetas
Las etiquetas constan de tres partes fundamentales: el papel soporte, el adhesivo y el material frontal. Adicionalmente, las etiquetas pueden tener una capa de protección que puede afectar a la impresión. Para evitar que las etiquetas se desprendan, siga las directrices recomendadas para el diseño de etiquetas. Si una etiqueta se desprende, puede provocar un atasco. Además, si la hoja se atasca en el fusor, la etiqueta o el adhesivo se podrían fundir. La elección de los materiales correctos para cada uno de estos componentes de las etiquetas contribuye a mejorar la fiabilidad de la impresión.
Papeles soporte
El
papel soporte
, que también se denomina soporte o material de soporte, es el material al cual está adherida la etiqueta. El papel soporte transporta la etiqueta por la impresora e influye de manera directa en la fiabilidad de la alimentación. El peso y la construcción del papel soporte varía en función del material frontal utilizado para imprimir. Para obtener más información, consulte
Material frontal (cara de impresión)
.
Es preferible utilizar papeles soporte de apertura plana, porosos, con soporte textil y de alta calidad o equivalentes. Los papeles soporte diseñados para el uso con impresoras láser de alta velocidad (50 páginas por minuto o más) podrían no dar resultados aceptables.
El papel soporte debe flexionarse fácilmente y debe recuperar su posición plana original al soltarlo. Si un formulario conserva la forma doblada, puede causar un atasco de papel o daños en el borde de la hoja. Esta flexión afecta más a los modelos de impresora anteriores que utilizan una lengüeta separadora en lugar de un conjunto de rodillos de carga para separar las hojas.
Algunos materiales de papel soporte que se utilizan en las construcciones sensibles a la presión se conocen como
papel para etiquetas
. Los papeles para etiquetas pueden tener un acabado a máquina (MF) o acabado inglés (EF) y tienen un lado calandrado, supercalandrado o tratado. El MF tiene varios grados de suavidad superficial. El número de veces que el papel pasa por los rodillos (en seco o en húmedo) durante el proceso de producción determina la suavidad de la superficie. El EF no tiene tratamiento y tiene un aspecto poco brillante. Los papeles para etiquetas también pueden utilizarse como material frontal para los productos de papel sensible a la presión, como por ejemplo en la construcción de formularios de doble hoja.
El
supercalandrado
produce superficies de alto brillo que pueden ser lisas. Las impresoras pueden tener dificultades a la hora de recoger y cargar correctamente algunos papeles soporte supercalandrados. Se desaconseja el uso de papeles soporte supercalandrados diseñados para impresoras láser de alta velocidad (50 páginas por minuto o más).
Algunas construcciones sensibles a la presión utilizan papeles soporte de papel kraft o blanqueado. Los papeles soporte kraft están hechos de pulpa sulfatada y tienen un acabado MF o satinado por una cara (MG). La mayoría de los papeles MG tienen un aspecto de alto brillo. Las superficies satinadas de alto brillo pueden aumentar el riesgo de impresión torcida y dificultan la manipulación al mecanismo de alimentación de la impresora. Aunque es posible que algunos papeles soporte kraft den resultados aceptables, se recomienda encarecidamente someter a pruebas exhaustivas todas las construcciones sensibles a la presión con papeles soporte kraft.
Los papeles soporte con soporte textil o de alta calidad reducen la contaminación por tóner en el interior de la impresora y mejoran el rendimiento de alimentación. Los papeles soporte lisos y no porosos dificultan la alimentación y aumentan la acumulación de tóner en el fusor y en el rodillo de respaldo. Los materiales de soporte rugosos pueden aumentar la fricción en el trayecto del papel, lo que podría ocasionar impresiones torcidas y atascos de papel. La temperatura de fusión del material superficial del papel soporte también debe poder soportar las temperaturas del fusor, que se aproximan a los 225 °C (437 °F). Una zona desnuda de un máximo de 3 mm (0,12 pulg.) puede dejar el material superficial expuesto a estas temperaturas, las cuales podrían fundirlo y causar contaminación en el fusor.
Si se desprende una cantidad excesiva de polvo o residuos de papel del papel soporte, la calidad de impresión puede verse afectada. Si un papel soporte genera una cantidad excesiva de polvo o residuos de papel durante el proceso de conversión, esta contaminación podría embalarse con el material y acabar entrando en la impresora. Este es otro factor que podría afectar a la calidad de impresión al pasar por la impresora. Para obtener más información acerca de los papeles soporte, consulte a su proveedor de etiquetas.
Adhesivos
Existen tres tipos fundamentales de adhesivos para etiquetas: extraíbles, permanentes y semipermanentes (frío). Con un diseño adecuado, todos estos tipos pueden utilizarse con la impresora. Normalmente, en las impresoras de etiquetas de hojas sueltas se recomiendan los adhesivos con base acrílica.
Los principales problemas de impresión relacionados con el adhesivo son la contaminación de la impresora y el cartucho. Los adhesivos son sustancias semilíquidas y pueden contener componentes volátiles. Si una hoja se atasca en el fusor, el adhesivo podría fundirse y contaminar alguna pieza de la impresora o desprender gases. Para evitar que el adhesivo quede expuesto a las guías del trayecto del papel, los rodillos de arrastre, el rodillo de carga, el tambor fotoconductor, el rodillo de transferencia y los dedos de liberación, deben utilizarse hojas de etiquetas completas.
La
aplicación por zonas
consiste en aplicar el adhesivo únicamente allí donde se necesita. La aplicación por zonas suele utilizarse en las etiquetas de papel y los formularios integrados. Además, la presencia de un margen sin adhesivo de 1 mm (0,04 pulg.) alrededor del borde exterior de la hoja de etiquetas mejora los resultados. Para obtener más información acerca del diseño de etiquetas para la impresora, consulte al fabricante del adhesivo o al proveedor de las etiquetas.
Un
recuadro lateral
alrededor del borde exterior del material, combinada con un adhesivo que no gotee, ayuda a prevenir la contaminación por adhesivo. Este diseño requiere un material de soporte más rígido para evitar que se produzcan daños al alinear la hoja en el borde de referencia. Por norma general, las etiquetas de vinilo y poliéster suelen ser adecuadas para este diseño. Los diseños de papel y doble hoja pueden requerir que se realicen pruebas para determinar qué material de soporte da buenos resultados.
Asegúrese de que la fuerza de separación sea adecuada para que las etiquetas permanezcan adheridas al papel soporte y no se desprendan dentro de la impresora. Los adhesivos deben poder soportar presiones de hasta 25 psi y temperaturas de 225 °C (437 °F) en el fusor sin que se produzca delaminación, se generen gases peligrosos ni aparezcan gotas en los bordes de las etiquetas, las perforaciones o los márgenes de separación. La resistencia al corte debe ser suficientemente alta para evitar que se formen tiradores de adhesivo. Para obtener más información, póngase en contacto con el proveedor de las etiquetas.
Material frontal (cara de impresión)
El papel, el vinilo y el poliéster son los materiales más comunes para la cara de impresión. El material de la cara de impresión debe ser capaz de soportar temperaturas de hasta 225 °C (437 °F) y presiones de hasta 25 psi. Para obtener más información, consulte al proveedor de las etiquetas.
Realice pruebas exhaustivas con el material de la cara de impresión para asegurarse de que funcione correctamente con su impresora.
Capas de protección
Las etiquetas que no son de papel pueden tener capas de protección con base de agua o disolvente. Deben evitarse las capas de protección que contengan sustancias químicas que puedan generar gases peligrosos al someterse a temperaturas altas o a presión. Las capas de protección afectan a la calidad de impresión, la fiabilidad de la alimentación y la adhesión del tóner al material frontal. Para evitar posibles daños en el fusor, las capas de protección deben ser capaces de soportar temperaturas de hasta 225 °C (437 °F) y presiones de hasta 25 psi durante 100 milisegundos.
Las capas de protección con base de agua suelen tener mayores índices de conductividad que las de disolvente, y les cuesta más fundirse. Con algunas capas de protección con base de agua y papeles soporte pesados, el grado de fusión puede descender por debajo de los niveles aceptables. Las capas de protección con base de disolvente suelen tener un menor índice de conductividad que las de agua. Con algunas capas de protección con base de disolvente, es posible mantener el grado de fusión dentro de los niveles aceptables al utilizar papeles soporte pesados.
El uso de capas de protección en etiquetas con papeles soporte pesados puede reducir la calidad de impresión. El uso de un papel soporte más ligero puede reducir la aparición de salpicaduras. Realice pruebas exhaustivas con las etiquetas para asegurarse de que la capa de protección dé buenos resultados con su impresora.
Características de las etiquetas
Los materiales que se utilizan para construir las etiquetas poseen una amplia variedad de propiedades que pueden influir en la impresión. Tanto la propia etiqueta como el adhesivo contienen componentes volátiles. Se recomienda reducir al mínimo las emisiones de sustancias volátiles contenidas en la etiqueta hasta una temperatura de 160 °C (320 °F). Los componentes volátiles tienen un punto de ebullición bajo y generan emisiones cuando se calientan en el fusor, por lo que podrían generar vapores dañinos para la impresora.
Las tintas preimpresas también pueden causar contaminación en la impresora, y pueden estar presentes en uno o en ambos lados de la hoja de etiquetas.
Antes de adquirir grandes cantidades de etiquetas, asegúrese de realizar pruebas exhaustivas con las etiquetas en su impresora.
Las etiquetas con recuadro lateral no tienen material alrededor del borde exterior de la hoja. Las etiquetas con recuadro completo no tienen márgenes de separación alrededor de las etiquetas ni tampoco entre ellas. Esta cualidad facilita la extracción de las etiquetas del material de soporte.
Las etiquetas sin margen de separación están totalmente a ras, sin espacio adicional entre ellas. No utilice etiquetas sin margen de separación sin un recuadro lateral.
Las etiquetas con margen de separación se cortan con una zona no imprimible entre ellas. Para obtener los mejores resultados, no imprima a menos de 2,3 mm (0,09 pulg.) del borde de la etiqueta, las perforaciones o los márgenes de separación de la etiqueta.
Cuando utilice etiquetas con o sin margen de separación, asegúrese de que no se produzca contaminación por adhesivo. En las etiquetas se utilizan diferentes cantidades y tipos de adhesivo, así como diferentes papeles soporte y materiales frontales. En todos los materiales para etiquetas existe el riesgo de que se produzca goteo de adhesivo. Compruebe que no haya tiradores de adhesivo en los márgenes de separación. Para evitar la contaminación por adhesivo, utilice un sistema de aplicación por zonas o selectiva del adhesivo y deje un margen sin adhesivo de 1 mm (0,04 pulg.) o más.
Si no se utiliza la aplicación por zonas, le recomendamos que utilice recuadro lateral. El recuadro lateral varía en función del tipo de material frontal, el papel soporte y los materiales adhesivos. En la tabla siguiente se muestran las directrices para el recuadro lateral.
Nota:
Las medidas pueden variar ± 0,5 mm.
|
Papel* (hoja suelta o doble hoja)
|
140-180 g/m
2
|
1,6 mm (0,0625 pulg.)
|
215,9 mm (8,5 pulg.) en el borde inicial
279,4 mm (11 pulg.) en el borde lateral (margen izquierdo)
|
|
Vinilo
|
265-300 g/m
2
|
|
Poliéster y otros materiales superficiales
|
Variable
|
Si se utilizan etiquetas de hojas sueltas con adhesivo en el borde de la hoja, se producirá contaminación en la impresora y el cartucho, lo que invalidaría las garantías respectivas.
Cuando utilice materiales sensibles a la presión sin aplicación del adhesivo por zonas, elija etiquetas sin margen de separación sin tiradores de adhesivo y con recuadro lateral. Si el diseño del producto final incluye recuadro completo, realice la impresión antes de quitar el recuadro. Si fuera necesario quitar el recuadro antes de imprimir, redondee todas las esquinas y asegúrese de que no quede expuesto nada de adhesivo.
Etiquetas de papel de hojas sueltas
Por norma general, las etiquetas de papel de hojas sueltas no suelen dar problemas en la impresora.
Sin embargo, si se aplica un tratamiento o una resina para mejorar la resistencia del papel a los líquidos, la capacidad de adhesión del tóner disminuirá, y aumentará el riesgo de contaminación por tóner en el fusor. Como mínimo, las etiquetas de papel deben tener un peso y una rigidez equivalentes a los del papel xerográfico de 20 lb de alta calidad.
Formularios de doble hoja
La construcción de formularios de doble hoja implica la unión de bobinas de dos materiales diferentes (normalmente papel sensible a la presión y papel de alta calidad) para convertirlos en un producto de hoja suelta. Para esta construcción se necesita un recuadro lateral. El papel soporte debe ser suficientemente rígido para soportar la fuerza de carga de la impresora. Los dos materiales deben ser suficientemente finos para que la hoja esté totalmente plana en la bandeja de papel. Si existen diferencias en el grosor, los materiales podrían curvarse hacia abajo, en dirección al borde inicial del formulario, lo que afectaría negativamente a la alimentación.
Se recomienda que el borde de la etiqueta inicial sea más grueso que la superposición de doble hoja para asegurarse de que la hoja esté totalmente plana en la bandeja. La etiqueta debe colocarse boca abajo en la bandeja. Oriente la etiqueta en la bandeja de manera que la zona sensible a la presión entre en la impresora en primer lugar. La etiqueta no debe tener adhesivo expuesto en la zona de empalme ni en ningún punto a lo largo de la parte delantera o trasera de la etiqueta.
Se recomienda diseñar una tira libre de adhesivo de, como mínimo, 1 mm (0,04 pulg.) de anchura a lo largo de los bordes del empalme. Para ayudar a evitar que el material patine en el fusor, se recomienda usar un moleteado para aumentar la rugosidad en la zona de silicona expuesta de la junta de adhesivo.
El material frontal de un formulario de doble hoja suele ser un producto de papel sensible a la presión, por lo que las directrices para etiquetas de papel también son válidas para los formularios de doble hoja.
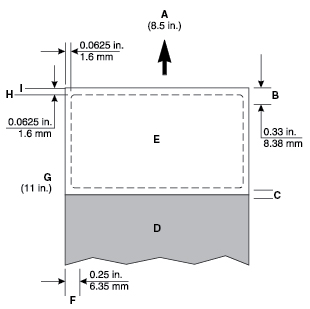
En el siguiente diagrama puede verse el diseño recomendado para un formulario de doble hoja. La zona no imprimible puede variar en función del modelo de la impresora.
|
A
|
Borde inicial
|
|
B
|
Zona no imprimible
|
|
C
|
Empalme
|
|
D
|
Papel
|
|
E
|
Sensible a la presión
|
|
F
|
Zona no imprimible
|
|
G
|
Borde de referencia
|
|
H
|
Recuadro lateral
|
|
I
|
Borde del papel soporte
|
Etiquetas de vinilo y poliéster
Las etiquetas de vinilo funcionan bien dentro de los parámetros de diseño especificados. Puesto que el vinilo es un material sensible al calor, el papel soporte debe ser suficientemente grueso para absorber la temperatura excedente con el fin de evitar que se funda. Un recuadro completo puede causar contaminación por adhesivo. Los papeles soporte delgados y una fuerza de permanencia débil pueden provocar que las etiquetas se desprendan en el interior de la impresora, lo que obligaría a una intervención por parte del servicio técnico.
Los materiales con una temperatura de fusión de la superficie del papel soporte inferior a la temperatura del fusor podrían requerir que las zonas desnudas de los bordes inicial y final no sobrepasen los 1,6 mm como máximo, ya que podrían causar problemas de alimentación. Recomendamos que la superficie del papel soporte esté hecha con un material capaz de resistir la temperatura del fusor, ya que esto evitará que las zonas desnudas tengan que reducirse de 3 mm a 1,6 mm.
Cuando sea necesario utilizar una zona desnuda de 1,6 mm, es muy importante que se respete estrictamente la tolerancia de 1,6 mm, ya que una zona desnuda de menos de 1,6 mm aumentará considerablemente el riesgo de que se produzca contaminación por adhesivo.
El vinilo es un material no absorbente, lo que provoca acumulaciones de tóner en el fusor, una situación que requiere una acción de mantenimiento especial. Para obtener más información sobre el mantenimiento de la impresora, consulte la documentación suministrada con la impresora. El vinilo puede requerir una capa de protección para asegurarse de que el tóner se adhiera correctamente. Al utilizar etiquetas de vinilo, podría tener que instalar un limpiador de aceite para el fusor.
Aunque las etiquetas de poliéster son menos sensibles al calor, tampoco son absorbentes. Si bien con las etiquetas de poliéster puede utilizarse un material de soporte más delgado, los requisitos de tratamiento y limpieza son parecidos a los de las etiquetas de vinilo.
Formularios integrados
Para crear formularios integrados, el convertidor utiliza adhesivos termofusibles para aplicar el adhesivo de la etiqueta y el papel soporte a un material base (normalmente papel).
Estos formularios pueden tener problemas de sangrado de aceite, una situación que puede identificarse por la decoloración del material frontal. También puede producirse migración de aceite de la superficie superior a la superficie posterior del papel soporte mientras está en la bobina, antes de que tenga lugar el proceso de conversión. Si esto sucede, los formularios pueden quedar lisos y el mecanismo de carga de la impresora podría no ser capaz de pasar todas las hojas de la bandeja a la impresora. La presencia de aceite en la parte posterior del papel soporte aumenta el riesgo de atasco y de alimentación incorrecta.
En estos formularios, el patrón de adhesivo suele ser de dos o cuatro lados (un margen no adhesivo en dos o cuatro bordes). Se recomienda incluir un margen no adhesivo (aplicación por zonas) de 1 mm (0,04 pulg.) en los cuatro bordes.
Al imprimir en formularios integrados con un material base de fibra larga, el formulario debe colocarse en la bandeja de manera que la parte de papel del formulario entre en la impresora en primer lugar. Coloque la parte del formulario sensible a la presión hacia el borde izquierdo en orientación vertical. Para los formularios integrados con un material base de fibra corta, el formulario debe colocarse en la bandeja de manera que la parte sensible a la presión entre en la impresora en primer lugar.
Debido a la construcción única de los formularios integrados, es posible que surjan problemas de apilado en la bandeja de salida. Si se da esta clase de problemas al utilizar estos formularios, póngase en contacto con su representante de marketing.
Nota:
Realice pruebas con algunos formularios antes de adquirir grandes cantidades.
Impresión en etiquetas
Únicamente se debe imprimir en hojas de etiquetas que estén completas. Si a una hoja le faltan etiquetas, otras etiquetas podrían desprenderse durante la impresión y causar un atasco de papel. Además, las hojas incompletas pueden dejar marcas de adhesivo en la impresora y el cartucho, lo que podría anular sus respectivas garantías de servicio.
Las etiquetas no se deben hacer pasar por la impresora más de una vez. Si lo hace, podría producirse contaminación por adhesivo en el cartucho y otros componentes.
Dependiendo del modelo de impresora y del número de etiquetas que se vayan a imprimir, los procesos de impresión de etiquetas pueden requerir un mantenimiento especial para la impresora. Para obtener más información sobre la impresión en etiquetas, consulte
Soporte de papel específico para impresoras
.
Procedimientos de mantenimiento
Nota:
Estos procedimientos solo son válidos para las impresoras láser monocromo.
Si la calidad de impresión empieza a disminuir al imprimir en etiquetas de vinilo, proceda tal como se explica a continuación:
-
Imprima cinco hojas de papel.
-
Espere unos cinco segundos.
-
Imprima otras cinco hojas de papel.
Para que la impresora mantenga su fiabilidad de alimentación, repita este procedimiento de limpieza siempre que sustituya el cartucho de tóner.
Nota:
Si no se respetan los procedimientos de mantenimiento de la impresora, podrían producirse atascos y problemas de calidad de impresión, de alimentación y en el fusor.
Etiquetas de impresión a doble cara
Por norma general, las etiquetas no suelen utilizarse para la impresión a doble cara debido a su construcción especial. Sin embargo, si se siguen una serie de directrices de diseño, construcción y uso, puede ser posible imprimir en las dos caras de una hoja de etiquetas.
Durante el desarrollo de una etiqueta de papel para la impresión a doble cara, el convertidor debe asegurarse de que la etiqueta esté debidamente diseñada para ofrecer protección contra la contaminación y las acumulaciones. La contaminación provocaría problemas de alimentación del papel y atascos.
Se recomienda el uso de hojas de etiquetas que tengan un margen no adhesivo alrededor de la zona de la etiqueta. Asegúrese de que la fuerza de separación sea suficiente para soportar temperaturas de 225 °C (437 °F) y presiones de hasta 25 psi.
Si fuera necesario, entre las etiquetas se deberán usar nudos, unas pequeñas zonas sin cortar (de aproximadamente 1,6 mm o 0,06 pulg.) que ayudan a estabilizar la hoja de etiquetas y evitan que se produzca desgarre en las perforaciones y los márgenes de separación durante la impresión. Asimismo, los nudos entre etiquetas también ayudan a evitar que las etiquetas se desprendan dentro de la impresora.
Las muescas y los cortes en las etiquetas dejan el adhesivo expuesto a la impresora. Para lograr los mejores resultados, coloque la hoja de etiquetas de manera que las muescas y los cortes no estén alineados con las nervaduras de las zonas de impresión a doble cara o reconducción de la impresora. De esta manera, se eliminarán los puntos de contacto entre el adhesivo de las etiquetas y la impresora, lo que evitará que se produzca contaminación por adhesivo en la impresora. Para obtener más información, consulte
Directrices de diseño del patrón de nervaduras principal para la alineación del borde de referencia
.
Las hojas de etiquetas se deben cargar con el extremo de la etiqueta al principio. Utilice papel de fibra larga en lugar de papel de fibra corta, ya que este tiende a curvarse fácilmente.
Si un convertidor desarrolla una etiqueta de fibra corta para la impresión a doble cara, primero se deberá probar para asegurarse de que funcione correctamente.
Nota:
Le recomendamos que pruebe todos los materiales en su aplicación y con su impresora antes de comprar grandes cantidades.
Es posible que tenga que instalar un cepillo de fusor para poder utilizar la impresión de etiquetas a doble cara. Este cepillo permite que la impresora imprima en ambas caras de las etiquetas de papel. Para determinar si su impresora necesita un cepillo, consulte
Soporte de papel específico para impresoras
.
Directrices de diseño del patrón de nervaduras principal para la alineación del borde de referencia
-
El patrón de nervaduras principal tiene la función de proporcionar un apoyo óptimo para el material durante el transporte. Si el material entra en contacto con una superficie determinada, esta debe contener el patrón de nervaduras principal.
-
El trayecto de alimentación debe conducir el borde inicial del material hacia la superficie de guiado principal, y no hacia la secundaria. Esta alineación proporciona una ubicación específica para el borde inicial del material en la superficie de guiado, aportando un apoyo óptimo.
-
El ángulo de incidencia del borde inicial del material al entrar en contacto con la superficie de guiado principal no debe ser superior a 30°. Este ángulo elimina los golpes en las guías y reduce la cantidad de energía que la guía transfiere al material.
-
El patrón de nervadura principal consiste en que el soporte nervado sobresalga entre 3 y 10 mm (0,12 y 0,40 pulg.) del borde del papel. En el caso de los sobres, el soporte nervado debe sobresalir entre 2 y 10 mm (0,08 y 0,40 pulg.) del borde de los sobres. El soporte nervado mantiene las esquinas del material rígidas para evitar que pueda doblarse y engancharse en otras superficies de la impresora. También impide que las esquinas del material se enganchen en la superficie interior de un nervio del trayecto del papel.
-
El patrón de nervadura principal no debe tener ningún nervio a menos de 3 mm (0,12 pulg.) del borde exterior del papel y los sobres. Esta separación impide que el material pueda golear contra un nervio demasiado próximo al borde del material.
-
La separación máxima entre los nervios del patrón de nervadura principal no debe ser superior a 20 mm (0,79 pulg.). Esta separación mantiene el borde inicial del material plano mientras avanza por el sistema.
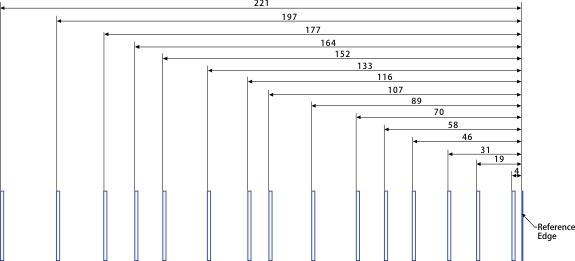
Patrón de nervadura para Lexmark C6160, CS820, CS827, CX820, CX825, CX827, CX860, XC6152, XC8155, XC8160
|
|
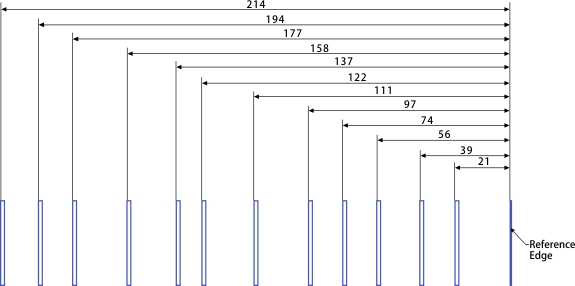
Patrón de nervadura para Lexmark C4150, C4342, C4352, CS720, CS725, CS727, CS728, CS730, CS735, CX725, CX727, CX730, CX735, XC4140, XC4150, XC4342, XC4352
|
|
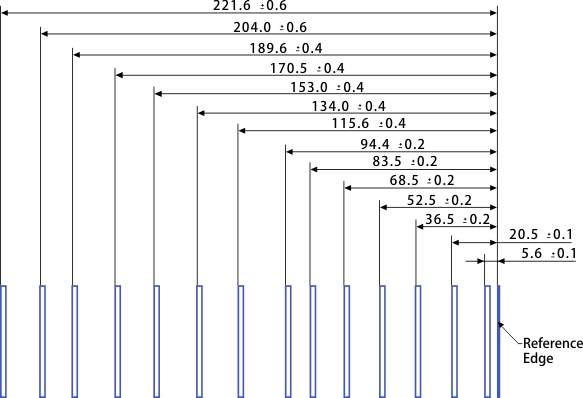
Patrón de nervadura para Lexmark B2865, M5255, M5265, M5270, MB2770, MS725, MS821, MS822, MS823, MS824, MS825, MS826, MX721, MX722, MX725, MX822, MX824, MX826, XM5365, XM5370, XM7355, XM7365, XM7370
|
|