Etichette
Le etichette
o i materiali sensibili alla pressione sono materiali a strato multiplo che contengono varie combinazioni di fogli frontali (stampabili) adesivi e supporti protettivi rimovibili (liner). Questi strati possono diventare materiali spessi difficili da gestire.
Le etichette sono tra i materiali di stampa più difficili da alimentare in modo affidabile e da stampare. Fattori quali il calore, la pressione e il percorso delle carta possono rendere la stampa su etichette decisamente impegnativa. Per il processo di fusione, ad esempio, potrebbero essere necessarie temperature che si avvicinano a 225 °C (437 °F) e una pressione fino a 25 psi. Le temperature variano da una stampante all'altra. Consultare la sezione specifica per la stampante in uso. Materiali per etichette pesanti possono assorbire il calore, influenzando l'aderenza del toner e la qualità di stampa, con conseguente delaminazione.
Nota:
Assicurarsi di utilizzare etichette appositamente progettate per la stampante laser per evitare che si stacchino o si sfaldino.
Istruzioni per l'uso di etichette
-
Impostare dimensioni, tipo, grana e grammatura della carta nel relativo menu Carta, in modo che corrispondano alle etichette caricate nel vassoio.
-
Eseguire dei campioni di stampa sulle etichette prima di acquistare grandi quantità.
-
Utilizzare le etichette destinate esclusivamente all'uso con stampanti laser.
-
Non utilizzare etichette contenenti protezioni lucide.
-
Non utilizzare etichette con parti adesive esposte.
-
Utilizzare fogli senza etichette mancanti. Se si utilizzano fogli non completi, le etichette restanti potrebbero sollevarsi durante la stampa e provocare inceppamenti. I fogli dai quali sono state staccate delle etichette potrebbero contaminare la stampante con l'adesivo e invalidare le garanzie della stampante e della relativa cartuccia di toner.
-
Flettere, aprire a ventaglio e allineare i bordi dell'etichetta prima di caricarla.
-
Utilizzare solo fogli senza spazi tra le etichette.
-
Non eseguire la stampa di un numero elevato di etichette in modo continuo.
-
Non utilizzare etichette con patinatura o incollatura applicata per rendere le etichette impermeabile ai liquidi.
-
Far passare le etichette solo una volta attraverso la stampante in quanto questo potrebbero contaminare la stampante.
-
Caricare fogli di etichette inserendo per prima l'estremità con le etichette.
-
Utilizzare carta a grana lunga invece di carta a grana corta, che tende a curvarsi facilmente.
Controllare il design dell'etichetta con un convertitore o un fornitore che ha conoscenze approfondite in merito a etichette e stampanti laser per garantire l'utilizzo del tipo appropriato di etichette.
Per ulteriori informazioni sulle etichette per la propria stampante, vedere
Supporto carta specifico per la stampante
.
Componenti etichetta
Le etichette sono costituite da tre parti fondamentali: il liner, l'adesivo e il frontale. Le etichette possono disporre di pellicole protettive che influiscono sulla stampa. Per evitare che le etichette si sollevino, seguire le istruzioni sulla progettazione delle etichette. Etichette sollevate possono causare inceppamenti. L'etichetta o l'adesivo potrebbe inoltre fondersi quando il foglio è inceppato nel fusore. La scelta di materiali appropriati per ciascuno di questi componenti dell'etichetta consente di garantire una stampa affidabile.
Liner
Il
liner
, noto anche come vettore o supporto, è il materiale su cui l'etichetta è applicata. Il liner porta l'etichetta all'interno della stampante e influisce direttamente sull'affidabilità. Il peso e la struttura del liner variano in base al materiale stampabile utilizzato. Per ulteriori informazioni, vedere
Frontali (stampabili)
.
Sono preferibili liner piatti con supporto in tessuto, carta comune, di qualità o porosa. Liner costruiti per l'uso con stampanti laser ad alta velocità (50 pagine al minuto o più) potrebbero non produrre risultati accettabili.
Un liner deve piegarsi facilmente e tornare alla sua forma originale piatta quando viene rilasciato. I moduli che restano piegati possono causare inceppamenti della carta o danneggiare il bordo del foglio. Questa piegatura influisce sui precedenti modelli di stampante che utilizzano una linguetta ad angolo piuttosto che un gruppo del rullo di prelievo per separare i fogli.
Alcuni materiali del liner utilizzati in strutture sensibili alla pressione sono chiamati
carta per etichetta
. La carta per etichetta può essere: con finitura a macchina (MF) o finitura inglese (EF); questi tipi di carta sono calandrati, supercalandrati o patinati su un solo lato. La carta di tipo MF ha diversi gradi di levigatezza superficiale. Il numero di volte in cui la carta passa attraverso i rulli (bagnati o asciutti) durante la fabbricazione determina la levigatezza superficiale. La carta di tipo EF non è patinata ed poco lucida nell'aspetto. La carta per etichetta può anche essere usata come frontale per prodotti sensibili alla pressione, ad esempio i materiali utilizzati nella costruzione di moduli con carta a doppia bobina.
La supercalandratura
produce superfici molto lucide che potrebbero essere scivolose. Il prelievo e l'alimentazione affidabile di alcuni liner supercaladrati risultano difficili per le stampanti. Si consiglia di non utilizzare liner supercalandrati progettati per stampanti laser ad alta velocità (50 o più pagine al minuto).
Alcune strutture sensibili alla pressione utilizzano liner in kraft o decolorati. I liner in kraft sono realizzati in pasta al solfato e sono rifiniti a macchina o smaltati a macchina (MG). La maggior parte della carta MG ha un aspetto lucido. Superfici smaltate e molto lucide potrebbero aumentare il disallineamento e sono più difficili da gestire da parte del meccanismo di alimentazione della stampante. Alcuni liner in kraft possono produrre risultati accettabili; tuttavia, si consiglia di effettuare accurate prove di stampa dei materiali utilizzando liner in kraft sensibili alla pressione.
Liner con retro in tessuto o carta di qualità riducono la contaminazione del toner all'interno della stampante e migliorano le prestazioni di alimentazione. Liner lisci e non porosi sono più difficili da prelevare e aumentare l'accumulo di toner nel fusore e sul rullo ausiliario. Supporti ruvidi possono aumentare l'attrito nel percorso della carta, il che può causare disallineamento e inceppamenti della carta. Il materiale del liner deve avere una temperatura di fusione in grado di sopportare anche le temperature del fusore di circa 225°C (437°F). Un'area staccata di un massimo di 3 mm (0,12 pollici) può esporre il materiale frontale a queste temperature e potrebbe provocare la fusione o la contaminazione nel fusore.
Residui o polvere eccessivi associati al liner possono influire sulla qualità di stampa. Se un liner produce residui o polvere eccessivi durante la conversione, questi potrebbero venire confezionati con il materiale e finire nella stampante. Al momento dell'alimentazione della carta, anche queste proprietà possono influire sulla qualità di stampa. Per ulteriori informazioni sui liner, consultare il fornitore di etichette.
Adesivi
Esistono tre tipi di adesivi per etichette: rimovibile, permanente e semipermanente (a freddo). Tutti i tipi, con adeguata progettazione, possono essere utilizzati con la stampante. Generalmente si preferiscono adesivi a base acrilica per stampanti per etichette a foglio singolo.
Il principale problema di stampa relativo all'adesivo è la contaminazione di stampante e cartuccia. Gli adesivi sono semiliquidi e possono contenere componenti volatili. Se il foglio si inceppa nel fusore, l'adesivo può fondersi, con conseguente contaminazione dei componenti della stampante o emissione di fumi. Per evitare di esporre l'adesivo alle guide del percorso della carta, ai rulli di avanzamento, al rullo di carica, al tamburo fotoconduttore, al rullo di trasferimento e alla molla, usare fogli di etichette completi.
Patinatura della zona
significa collocare l'adesivo solo dove necessario. Etichette di carta e moduli integrati in genere utilizzano la patinatura della zona. Inoltre, un bordo non adesivo di 1 mm ( 0,04 pollici) attorno al bordo esterno del foglio di etichette genera buoni risultati. Per ulteriori informazioni sulla progettazione di etichette per la propria stampante, consultare il produttore dell'adesivo o il fornitore di etichette.
Una
matrice senza bordo esterno
lungo il margine del materiale, combinata con adesivo che non sono trasuda, aiuta a prevenire la contaminazione. Il progetto richiede un materiale di supporto più rigido per evitare danni quando il foglio è allineato sul bordo di riferimento. In genere, le etichette in vinile e poliestere sono particolarmente adatte per questo design. Il design in carta e a doppia bobina potrebbero richiedere l'esecuzione di una prova di stampa per determinare quali supporti producono buoni risultati.
Assicurarsi che la consistenza sia adeguata in modo tale che le etichette rimangano attaccate al liner e non si sollevino nella stampante. Gli adesivi devono resistere a pressioni fino a 25 psi e a temperature del fusore di 225°C (437°F) senza sfaldarsi, creare i fumi pericolosi o trasudare intorno ai bordi delle etichette, in corrispondenza delle perforazioni o della fustellatura. La resistenza al taglio dovrebbe essere abbastanza forte per evitare venature. Per ulteriori informazioni, contattare il fornitore di etichette.
Frontali (stampabili)
Carta, vinile e poliestere sono i più comuni materiali stampabili utilizzati. I materiali stampabili devono resistere a temperature fino a 225°C (437°F) e pressioni fino a 25 psi. Per ulteriori informazioni, consultare il fornitore di etichette.
Effettuare una prova con il materiale stampabile per assicurarsi che funzioni in modo soddisfacente con la stampante.
Pellicola protettiva
Per le etichette non di carta la pellicola protettiva può essere di tipo a base d'acqua o a base di solventi. Evitare le pellicole contenenti prodotti chimici che emettono fumi pericolosi quando vengono riscaldate o esposte a pressione. Le pellicole protettive influiscono sulla qualità di stampa, l'affidabilità e l'aderenza del toner al frontale. Le pellicole devono resistere a temperature fino a 225°C (437°F) e pressioni fino a 25 psi per 100 millisecondi per evitare danni al fusore.
Le pellicole protettive a base d'acqua tendono a essere più conduttive di pellicole a base di solventi e sono più difficili da fondere. Con alcune pellicole protettive a base d'acqua e liner pesanti, il grado di fusione può scendere al di sotto dei livelli accettabili. Le pellicole protettive a base di solventi tendono ad avere una conduttività inferiore rispetto alle pellicole a base d'acqua. Con alcune pellicole protettive a base di solventi, il grado di fusione è all'interno dei livelli accettabili quando vengono utilizzati liner più pesanti.
La qualità di stampa potrebbe peggiorare quando si utilizzano le pellicole protettive sulle etichette con liner più pesanti. L'utilizzo di un liner più leggero può ridurre la comparsa di chiazze. Effettuare una prova di stampa con le etichette per assicurarsi che la pellicola protettiva funzioni in modo soddisfacente con la stampante.
Caratteristiche delle etichette
I materiali utilizzati per costruire le etichette dispongono di un'ampia gamma di proprietà in grado di influire sulla stampa. Componenti volatili si trovano nei materiali dell'etichetta e nell'adesivo stesso. Le emissioni volatili dall'etichetta, fino a 160°C (320°F), devono essere una quantità minima. I componenti volatili, che hanno un basso punto di ebollizione, producono emissioni dannose quando vengono riscaldati nel fusore e potrebbero emettere vapori in grado di danneggiare la stampante.
Gli inchiostri prestampati possono inoltre causare contaminazione della stampante, e possono essere presenti su uno o su entrambi i lati del foglio delle etichette.
Prima di acquistare una grande quantità di etichette, accertarsi di provare accuratamente le etichette con la propria stampante.
Le etichette con matrice senza bordo esterno non dispongono dell'area intorno al bordo esterno del foglio. Le etichette senza sagoma non hanno la fustellatura intorno e tra le etichette. Questa proprietà rende facile staccare le etichette dal supporto.
Le etichette fustellate a filo sono tagliate a livello l'una con l'altra, senza ulteriori aree tra di esse. Utilizzare preferibilmente le etichette fustellate a filo con una matrice senza bordo esterno.
Le etichette fustellate vengono tagliate con un'area non di stampa tra ciascuna etichetta. Per risultati migliori, non stampare a meno di 2,3 mm (0,09 pollici) dal bordo dell'etichetta, dalle perforazioni o dalle fustellature.
Se si utilizza un'etichetta fustellata o fustellata a filo, accertarsi che non si verifichi contaminazione dell'adesivo. Le etichette utilizzano vari livelli e tipi di adesivo, nonché vari materiali per liner e per frontali. L'adesivo può trasudare da tutti i materiali per etichette. Assicurarsi che le fustelle siano prive di venature di adesivo. Per evitare contaminazioni di adesivo, utilizzare la patinatura della zona o un modello di distribuzione dell'adesivo con un bordo non adesivo di almeno 1 mm (0,04 pollici).
Se non viene effettuata la patinatura della zona, si consiglia di utilizzare una matrice senza bordo esterno. La matrice senza bordo esterno varia a seconda del tipo di materiale del frontale, del liner e dell'adesivo. La tabella riportata di seguito illustra le istruzioni per matrice senza bordo esterno.
Nota:
Le misure possono variare di ± 0,5 mm.
|
Carta* (foglio singolo o carta a doppia bobina)
|
140–180 g/m
2
|
1,6 mm (0,0625 pollici)
|
215,9 mm (8,5 pollici) al bordo superiore
279,4 mm (11 pollici) al bordo inferiore (lato sinistro)
|
|
Vinilica
|
265-300 g/m
2
|
|
Poliestere e altri materiali
|
Vari
|
L'utilizzo di etichette a foglio singolo con adesivo applicato al bordo del foglio contamina e rende nulla la garanzia della stampante e delle cartucce.
Quando si utilizzano materiali sensibili alla pressione senza patinatura della zona, scegliere le etichette fustellate a filo senza alcuna venatura e con una matrice a margine staccato. Se la progettazione per il prodotto finale prevede una matrice priva di sagoma, stampare prima di rimuovere la matrice. Se la matrice deve essere rimossa prima di eseguire la stampa, arrotondare tutti gli angoli, assicurandosi che l'adesivo non sia esposto.
Etichette di carta a foglio singolo
In genere, le etichette di carta a foglio singolo funzionano bene con la stampante.
La patinatura o l'incollatura per rendere impermeabile la carta diminuisce l'aderenza del toner e aumenta il rischio di contaminazione del fusione da parte del toner. Come minimo, le etichette di carta devono essere equivalenti in termini di peso e rigidità a una carta di qualità xerografica di 20 libbre.
Moduli carta a doppia bobina
La struttura di moduli con carta a doppia bobina prevede l'unione di rotoli di due diversi materiali (in genere carta sensibile alla pressione e carta di qualità), quindi la conversione in un prodotto a foglio singolo. Questa struttura richiede una matrice a margine staccato. Il liner deve essere sufficientemente rigido per resistere alla forza di prelievo della stampante. I due materiali devono essere sufficientemente sottili affinché il foglio sia ben disteso nel vassoio carta. Le differenze di spessore possono causare l'arricciamento del materiale verso il bordo di entrata del modulo e quindi influire negativamente sull'alimentazione.
È consigliabile che il bordo di entrata dell'etichetta sia più spesso della sovrapposizione della carta a doppia bobina per assicurarsi che il foglio sia ben disteso nel vassoio. Il foglio deve essere posizionato con l'etichetta rivolta verso il basso nel vassoio. Orientare l'etichetta nel vassoio in modo che l'area sensibile alla pressione venga inserita per prima nella stampante. L'etichetta deve essere priva di adesivo esposto nell'area di sovrapposizione e in qualsiasi punto del lato anteriore o posteriore dell'etichetta.
Si consiglia la progettazione di una striscia non adesiva con una larghezza minima di 1 mm ( 0,04 pollici) lungo i bordi della sovrapposizione. Per evitare che del materiale scivoli nel fusore, si consiglia la zigrinatura, che rende più resistente l'area con silicio esposto in corrispondenza del collante.
Il frontale del modulo con carta a doppia bobina è in genere un prodotto in carta sensibile alla pressione, pertanto anche in questo caso si applicano le istruzioni per le etichette di carta.
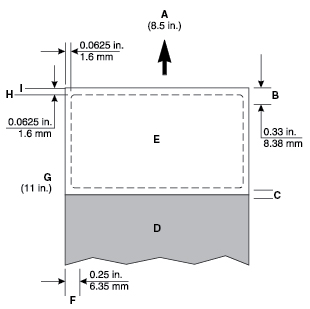
Il seguente diagramma mostra la progettazione consigliata per il modulo con carta a doppia bobina. L'area non di stampa può variare a seconda del modello di stampante.
|
A
|
Bordo di entrata
|
|
B
|
Area non di stampa
|
|
C
|
Sovrapposizione
|
|
D
|
Carta
|
|
E
|
Sensibile alla pressione
|
|
F
|
Area non di stampa
|
|
G
|
Bordo di riferimento
|
|
H
|
Senza bordo esterno
|
|
I
|
Bordo liner
|
Etichette viniliche e in poliestere
Le etichette viniliche funzionano bene all'interno dei parametri di progettazione specificati. Il vinile è sensibile al calore, quindi il liner deve essere abbastanza spesso per assorbire l'eccesso di calore ed evitare di fondersi. Una matrice senza sagoma può causare la contaminazione dell'adesivo. Liner sottili o una debole resistenza alla trazione potrebbero portare le etichette a sollevarsi all'interno della stampante, con conseguente necessità di manutenzione.
I materiali con temperature di fusione del liner inferiori rispetto alla temperatura del fusore potrebbero necessitare di aree staccate sul fronte di salita o di discesa di massimo 1,6 mm a causa di problemi di alimentazione. Si consiglia di costruire il liner con materiali in grado di resistere alla temperatura del fusore, il che elimina la necessità di modificare le aree staccate da 3 mm a1,6 mm.
Quando viene utilizzata un'area staccata di 1,6 mm, è molto importante che la tolleranza di 1,6 mm sia mantenuta fissa. Con un area staccata inferiore a 1,6 mm, è altamente possibile che si verifichi la contaminazione dell'adesivo.
Il vinile non è assorbente; questo comporta l'accumulo di toner nel fusore, situazione che richiede una manutenzione particolare. Per ulteriori informazioni sulla manutenzione della stampante, consultare la documentazione fornita con la stampante. Il vinile può richiedere una pellicola protettiva per garantire una buona aderenza del toner. Quando si realizzano etichette viniliche, potrebbe essere necessario installare un filtro per olio del fusore.
Le etichette in poliestere sono meno sensibili al calore, ma non sono assorbenti. I supporti per etichette in poliestere possono essere più sottili, ma i requisiti per rivestimenti e pulizia sono simili alle etichette viniliche.
Moduli integrati
Per creare moduli integrati, il convertitore utilizza adesivi a caldo per applicare l'etichetta adesiva e il liner su un materiale di base (generalmente carta).
Il rilascio di olio, riconoscibile dallo sbiadimento del frontale, può essere un problema con questi moduli. L'olio può anche spostarsi dalla superficie superiore a quella posteriore del liner sul rotolo, prima che avvenga il processo di conversione. I moduli potrebbero risultare scivolosi e il meccanismo di prelievo della stampante potrebbe non essere in grado di spostare tutti i fogli dal vassoio di alimentazione nella stampante. Inceppamenti e problemi di alimentazione aumentano quando è presente olio sul retro del liner.
L'adesivo su questi moduli viene comunemente modellato su due o quattro lati (un bordo non adesivo su due o quattro margini). Si consiglia di progettare un bordo non adesivo di 1 mm (0,04 pollici) (patinatura della zona) su tutti i quattro lati.
Quando si esegue la stampa su moduli integrati con un materiale di base a grana lunga, posizionare il modulo nel vassoio in modo che la parte di carta del modulo venga inserita per prima nella stampante. Posizionare la parte sensibile alla pressione del modulo verso il bordo sinistro con orientamento verticale. Per moduli integrati con un materiale di base a grana corta, posizionare il modulo nel vassoio in modo che la parte sensibile alla pressione venga inserita per prima nella stampante.
A causa della struttura unica di moduli integrati, è possibile che si verifichino problemi di impilatura nello scomparto di uscita. Se si verificano problemi di impilatura con tali moduli, rivolgersi al rappresentante commerciale.
Nota:
Effettuare una prova con alcuni moduli prima di acquistarne grandi quantità.
Stampa su etichette
Stampa su fogli di etichette completi. Fogli con etichette mancanti potrebbero staccarsi durante la stampa e causare un inceppamento della carta. I fogli dai quali sono state staccate delle etichette possono lasciare segni adesivi sulla stampante e sulla cartuccia, il che potrebbe invalidare le relative garanzie.
Non inserire le etichette più di una volta nella stampante. In tal caso, si potrebbero contaminare la cartuccia e gli altri componenti con l'adesivo.
A seconda del modello della stampante e il numero di etichette in fase di stampa, la stampa di etichette potrebbe richiedere una speciale manutenzione della stampante. Per ulteriori informazioni sulla stampa delle etichette, vedere
Supporto carta specifico per la stampante
.
Procedure di manutenzione
Nota:
Queste procedure sono valide solo per stampanti laser monocromatiche.
Se la qualità di stampa inizia a peggiorare quando si stampa su etichette viniliche, attenersi alla seguente procedura:
-
Stampare su cinque fogli di carta.
-
Attendere circa cinque secondi.
-
Stampare su altri cinque fogli di carta.
Per garantire l'affidabilità dell'alimentazione della stampante, ripetere questo processo di pulizia ogni volta che si sostituisce la cartuccia di toner.
Nota:
Il mancato rispetto delle procedure di manutenzione per la stampante può causare inceppamenti, qualità di stampa scadente, problemi di alimentazione e al fusore.
Etichette fronte/retro
Le etichette in genere non sono stampate fronte/retro a causa della loro costruzione particolare. Tuttavia, la stampa su entrambi i lati del foglio di etichette può essere possibile se vengono seguite determinate linee guida di progettazione, costruzione e utilizzo.
Quando si sviluppa un'etichetta di carta per la stampa fronte/retro, il convertitore deve accertarsi che l'etichetta sia progettata per la protezione contro la contaminazione e altre impurità. La contaminazione determina problemi di alimentazione della carta e inceppamenti.
Si consiglia di utilizzare i fogli di etichette che hanno un bordo non adesivo intorno l'area dell'etichetta. Assicurarsi che la forza di rilascio sia sufficiente per resistere a temperature di 225°C (437°F) e a una pressione di 25 psi.
Utilizzare le fascette per etichetta in base alla necessità. Queste piccole zone non tagliate (circa 1,6 mm o 0,06 pollici) aiutano a stabilizzare il foglio di etichette e impedire lo strappo in corrispondenza delle perforazioni e della fustellatura durante la stampa. Le fascette evitano che le etichette si stacchino nella stampante.
Le incisioni e i tagli nelle etichette espongono gli adesivi alla stampante. Per ottenere risultati ottimali, posizionare il foglio di etichette in modo le incisioni e i tagli non siano allineati con le nervature nella stampa fronte/retro o le aree di reindirizzamento della stampante. In tal modo si eliminano gli eventuali punti di contatto tra l'etichetta adesiva e la stampante e si impedisce qualsiasi contaminazione adesiva nella stampante. Per ulteriori informazioni, vedere
Istruzioni per la progettazione della nervatura principale per allineamento del bordo
.
Caricare fogli di etichette inserendo per prima l'estremità con le etichette. Utilizzare carta a grana lunga invece di carta a grana corta, che tende a curvarsi facilmente.
Se un convertitore sviluppa un foglio di etichette a grana corta per la stampa fronte/retro, controllare il foglio per assicurarsi che funzioni in modo soddisfacente.
Nota:
Si consiglia di effettuare una prova del materiale con l'applicazione e la stampante prima di acquistarne grandi quantità.
Per utilizzare l'applicazione per etichette fronte/retro, potrebbe essere richiesto di installare un dispositivo di pulizia del fusione. Il dispositivo di pulizia consente alla stampante di stampare su entrambi i lati di etichette di carta. Per determinare se la stampante richiede un dispositivo di pulizia, consultare
Supporto carta specifico per la stampante
.
Istruzioni per la progettazione della nervatura principale per allineamento del bordo
-
La funzione della nervatura principale è fornire il miglior sostegno possibile al supporto durante il trasporto. Se il supporto tocca una certa superficie, quella superficie deve contenere la nervatura principale.
-
Il percorso di alimentazione deve guidare il bordo di entrata del supporto nella superficie di guida principale e non nella superficie secondaria. Questo allineamento fornisce una determinata posizione per il bordo di entrata del supporto sulla superficie di guida, il che fornisce miglior sostegno.
-
Quando il bordo di entrata del supporto tocca la superficie di guida, il suo angolo di incidenza non deve essere superiore a 30°. Questo angolo elimina l'inceppamento del supporto sulle guide e riduce la quantità di energia sul supporto da parte della guida.
-
La nervatura principale deve avere un sostegno che sporge dal margine della carta di un valore compreso tra 3 e 10 mm ( 0,12 e 0,40 pollici). Per le buste, il sostegno della nervatura deve sporgere dal margine di un valore compreso tra 2 e 10 mm ( 0,08 e 0,40 pollici). Questo sostegno della nervatura tiene fermi gli angoli del supporto in modo che non si pieghino e aggancino altre superfici nella stampante. Inoltre, evita che gli angoli del supporto aggancino la superficie interna di una nervatura del percorso carta.
-
La nervatura principale non deve avere nervature più vicine di 3 mm (0,12 pollici) al bordo esterno della carta e delle buste. Questo spazio evita che il supporto si inceppi in una nervatura che è troppo vicina al bordo del supporto stesso.
-
La distanza massima della nervatura principale non deve essere superiore a 20 mm (0,79 pollici). Mantenere la distanza tra il bordo di entrata del supporto piatto man mano che si sposta attraverso il sistema.
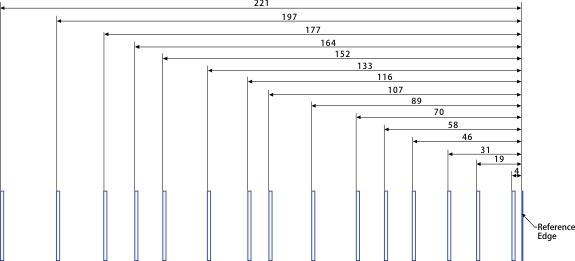
Modello nervatura per Lexmark C6160, CS820, CS827, CX820, CX825, CX827, CX860, XC6152, XC8155, XC8160
|
|
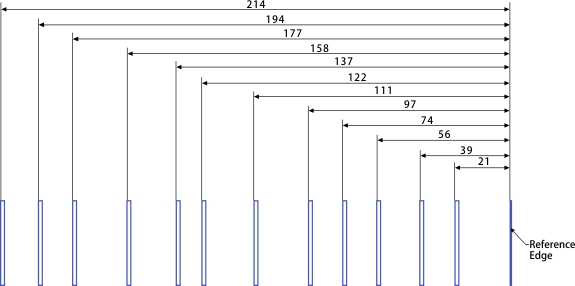
Schema di nervatura per Lexmark C4150, C4342, C4352, CS720, CS725, CS727, CS728, CS730, CS735, CX725, CX727, CX730, CX735, XC4140, XC4150, XC4342, XC4352
|
|
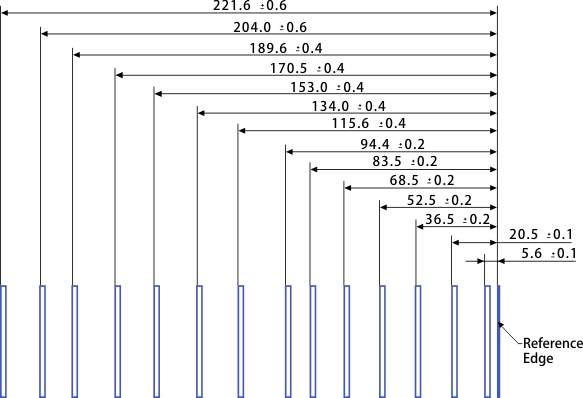
Modello nervatura per Lexmark B2865, M5255, M5265, M5270, MB2770, MS725, MS821, MS822, MS823, MS824, MS825, MS826, MX721, MX722, MX725, MX822, MX824, MX826, XM5365, XM5370, XM7355, XM7365, XM7370
|
|