Etiķetes
Etiķetes
jeb spiedienjutīgi materiāli ir daudzslāņu materiāli, kuriem ir dažādu kombināciju apdrukājamās puses, pašlīmējošie elementi un noņemami aizsargstiprinājumi (līmjoslas). Šo slāņu dēļ materiāli ir biezi, un tos ir grūti apstrādāt.
Etiķetes ir vieni no vissarežģītākajiem drukas materiāliem, kādus apstrādāt jebkurā printerī, lai nodrošinātu uzticamu padevi un drukas kvalitāti. Tādi faktori kā karstums, spiediens un papīra padeves ceļš var radīt sarežģītus etiķešu drukāšanas apstākļus. Piemēram, uzklāšanas procesam var būt nepieciešama gandrīz 225 °C (437 °F) temperatūra un spiediens līdz 25 psi. Temperatūras dažādos printeros atšķiras. Skatiet informāciju par savu konkrēto printeri. Smagas etiķetes var sakarst, un tas ietekmē tonera saķeri un drukas kvalitāti, izraisot noslāņošanos.
Piezīme.
Noteikti izmantojiet speciāli lāzerprinteriem paredzētās etiķetes, lai tās neatliptu vai nenoslāņotos.
Label guidelines
-
Set the paper size, type, texture, and weight in the Paper menu to match the labels loaded in the tray.
-
Print samples on labels before buying large quantities.
-
Use labels designed specifically for laser printers.
-
Do not use labels with slick backing material.
-
Do not use labels with exposed adhesive.
-
Use full label sheets. Partial sheets may cause labels to peel off during printing, resulting in a jam. Partial sheets also contaminate the printer and the cartridge with adhesive, and could void the printer and toner cartridge warranties.
-
Flex, fan, and align the label edges before loading.
-
Use only label sheets that have no gaps between the labels.
-
Do not print a large number of labels continuously.
-
Do not use labels that have coating or sizing applied to make the labels liquid-resistant.
-
Run labels only once through the printer as this may contaminate the printer.
-
Load label sheets with the label end first.
-
Use grain long paper instead of grain short paper, which tends to curl easily.
Review label designs with a converter or a vendor who has extensive knowledge about labels and laser printers to ensure that you are using the proper type of labels.
For more information about label support for your printer, see
Papīra atbalsts konkrētajā printerī
.
Label components
Labels are composed of three basic parts: the liner, the adhesive, and the face sheet. Labels may also have topcoats that affect printing. To prevent labels from peeling off, follow the recommended label design guidelines. Peeled off labels could cause jams. The label or adhesive could also melt when the sheet is jammed in the fuser. Choosing appropriate materials for each of these label components helps ensure reliable printing.
Liners
The
liner
, also known as the carrier or backing, is the material onto which the label is attached. The liner carries the label through the printer and directly affects feed reliability. Liner weights and construction vary based on the printable face stock used. For more information, see
Face sheet (printable stock)
.
Tissue-backed, plain bond, or bond-like, porous, lay-flat liners are preferred. Liners constructed for use with high-speed laser printers (50 pages per minute or more) may not produce acceptable results.
A liner should bend easily and go back to its original flat state when released. Forms that remain bent may cause paper jams or damage to the edge of the sheet. This bent affects earlier printer models using a corner buckler rather than a pick roller assembly to separate the sheets.
Some liner materials used in pressure-sensitive constructions are called
label papers
. Label papers are either machine finish (MF) or English finish (EF) papers that are calendered, supercalendered, or coated on one side. An MF has varying degrees of surface smoothness. The number of times the paper passes through the rollers (wet or dry) during manufacturing determines the surface smoothness. An EF is uncoated and low gloss in appearance. Label papers may also be used as the face sheet for pressure-sensitive paper products, such as the materials used in dual web forms construction.
Supercalendering
produces high gloss surfaces that may be slick. Some supercalendered liners are difficult for printers to pick and feed reliably. We do not recommend using supercalendered liners designed for high-speed laser printers (50 or more pages per minute).
Some pressure-sensitive constructions use kraft liners or bleached ones. Kraft liners are made from sulfate pulp and are MF or machine glazed (MG). Most MG papers have a high gloss appearance. High gloss, glazed surfaces may increase skew and are more difficult for the printer feed mechanism to handle reliably. Some kraft liners may produce acceptable results; however, we strongly recommend extensive testing of pressure-sensitive constructions using kraft liners.
Tissue-backed or plain bond liners reduce toner contamination inside the printer and improve feed performance. Slick, non-porous liners are harder to feed and increase toner buildup in the fuser and on the backup roll. Rough backings can increase paper path friction, which can cause skew and paper jams. The face material of the liner needs to have a melt temperature that can also withstand the fuser temperatures of nearly 225°C (437°F). A stripped area of a maximum of 3 mm (0.12 in.) can expose the face material to these temperatures and could cause melting or contamination in the fuser.
Excessive paper dust or chaff associated with the liner may affect print quality. If a liner produces excessive paper dust or chaff during conversion, then the debris may be packaged with the material and end up in the printer. These properties as they feed through the printer may also affect print quality. For more information about liners, see your label supplier.
Adhesives
There are three basic types of label adhesives: removable, permanent, and semipermanent (cold temp). All types, with proper design, can be used with your printer. Acrylic-based adhesives are generally preferred for cut-sheet label printers.
The major adhesive-related printing problem is printer and cartridge contamination. The adhesives are semiliquid and may contain volatile components. If the sheet jams in the fuser, the adhesive can melt, contaminating parts of the printer or releasing fumes. To avoid exposing adhesive to the paper path guides, drive rollers, charge roller, photoconductor drum, transfer roller, and detack fingers, use full label sheets.
Zone coating
means placing the adhesive only where needed. Paper labels and integrated forms typically use zone coating. In addition, a non-adhesive border of 1 mm (0.04 in.) around the outside edge of the label sheet generates good results. For more information about designing labels for your printer, see your adhesive manufacturer or label supplier.
A
stripped edge matrix
along the outer border of the stock, combined with adhesive that does not ooze, helps prevent adhesive contamination. This design requires a stiffer backing material to prevent damage when the sheet is aligned on the reference edge. Generally, vinyl and polyester labels are well-suited for this design. Paper and dual web designs may require testing to determine which backing produces good results.
Make sure that the release strength is adequate so labels stay attached to the liner and do not peel off in the printer. Adhesives should withstand pressures up to 25 psi and fuser temperatures of 225°C (437°F) without delaminating, creating hazardous fumes, or oozing around edges of labels, perforations, or die-cuts. Shear strength should be strong enough to prevent adhesive stringers. For more information, contact your label supplier.
Face sheet (printable stock)
Paper, vinyl, and polyester are the most common materials used for printable stock. Printable stock must withstand temperature up to 225°C (437°F) and pressures up to 25 psi. For more information, see your label supplier.
Carefully test the printable stock to make sure that it functions satisfactorily with your printer.
Topcoats
Topcoats for non-paper labels may be either water-based or solvent-based. Avoid topcoats containing chemicals that emit hazardous fumes when heated or exposed to pressure. Topcoats affect the print quality, feed reliability, and adhesion of toner to the face sheet. Topcoats should withstand temperatures up to 225°C (437°F) and pressures up to 25 psi for 100 milliseconds to prevent fuser damage.
Water-based topcoats tend to be more conductive than solvent-based topcoats and are more difficult to fuse. With some water-based topcoats and heavy liners, the fuse grade may fall below acceptable levels. Solvent-based topcoats tend to be lower in conductivity than water-based topcoats. With some solvent-based topcoats, fuse grade is within acceptable levels when heavier liners are used.
Print quality may degrade when using topcoats on labels with heavier liners. Using a lighter liner may reduce the appearance of splatter. Carefully test the labels to make sure the topcoat functions satisfactorily with your printer.
Label characteristics
The materials used to construct labels have a wide range of properties that can affect printing. Volatile components are in the label materials and in the adhesive itself. We recommend that volatile emissions from the label, up to 160°C (320°F), should be a minimal amount. The volatile components, which have low boiling point, produce emissions when heated in the fuser and could emit vapors that can damage the printer.
Preprinted inks can also cause printer contamination, and may be present on one or both sides of the label sheet.
Before purchasing large quantities of labels, make sure that you extensively test the labels with your printer.
Labels with a stripped edge matrix do not have the area around the outer edge of the cut sheet. Labels with a total strip matrix do not have the die-cut stock around and between the labels. This property makes it easy to peel the labels from the backing.
Butt cut labels are cut flush to one another, with no extra area between them. Avoid using butt cut labels without a stripped edge matrix.
Die-cut labels are cut with a non-print area between each label. For best results, do not print within 2.3 mm (0.09 in.) of the edge of the label, of the perforations, or of the die-cuts of the label.
If you are using a butt cut or die-cut label, then make sure that adhesive contamination does not occur. Labels use varying levels and types of adhesive, and various liner materials and face stock papers. Adhesive can ooze from all label stocks. Make sure that die-cuts are free of adhesive stringers. To prevent adhesive contaminations, use zone coating or pattern adhesive with a non-adhesive border of about 1 mm (0.04 in.) or larger.
If zone coating is not used, then we recommend a stripped edge matrix. The stripped edge matrix varies with the type of face stock, liner, and adhesive materials. The following table shows the guidelines for stripped edge matrix.
Piezīme.
Measurements may vary ± 0.5 mm.
|
Paper* (cut sheet or dual web)
|
140–180 g/m
2
|
1.6 mm (0.0625 in.)
|
215.9 mm (8.5 in.) at leading edge
279.4 mm (11 in.) at driver edge (left margin side)
|
|
Vinyl
|
265–300 g/m
2
|
|
Polyester and other face materials
|
Varies
|
Using cut sheet labels with adhesive applied to the edge of the sheet contaminates and voids your printer and cartridge warranties.
When using pressure-sensitive materials without zone coating, choose butt cut labels without any stringers and with a stripped edge matrix. If a total strip matrix is in the design for the final product, then print before removing the matrix. If the matrix must be removed before printing, then round all corners, making sure that adhesive is not exposed.
Cut sheet paper labels
Generally, cut sheet paper labels work well with your printer.
Coating or sizing to make the paper liquid-resistant decreases toner adhesion and increases the risk of toner contaminating the fuser. At a minimum, paper labels should be equivalent in weight and rigidity to a 20-lb xerographic bond paper.
Dual web forms
Constructing dual web forms involves joining rolls of two different materials (usually pressure-sensitive paper and bond paper) and then converting to a cut sheet product. This construction requires a stripped edge matrix. The liner must be rigid enough to withstand the pick force of the printer. The two materials must be thin enough for the sheet to lie flat in the paper tray. The differences in thickness may cause the materials to curl down toward the leading edge of the form which can negatively affect feeding.
We recommend that the leading label edge should be thicker than the dual web overlap to make sure that the sheet lies flat in the tray. The label should be placed with the label facedown in the tray. Orient the label in the tray so that the pressure-sensitive area feeds into the printer first. The label should have no adhesive exposed in the overlay area or anywhere along the front or back of the label.
We recommend designing a non-adhesive strip with a minimum width of 1 mm (0.04 in.) along the edges of the overlay. To help prevent material from slipping in the fuser, we recommend knurling, which roughens up the exposed silicon area at the glue joint.
The face sheet of a dual web form is usually a paper pressure-sensitive product; therefore, the guidelines for paper labels are applicable to dual web forms.
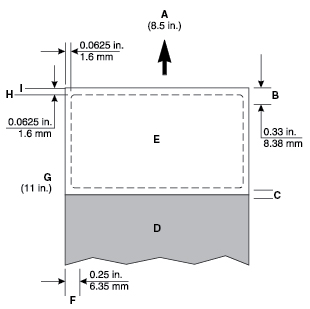
The following diagram shows the recommended dual web form design. The non-print area may vary depending on the printer model.
|
A
|
Leading edge
|
|
B
|
Non-print area
|
|
C
|
Overlay
|
|
D
|
Paper
|
|
E
|
Pressure-sensitive
|
|
F
|
Non-print area
|
|
G
|
Reference edge
|
|
H
|
Stripped edge
|
|
I
|
Liner edge
|
Vinyl and polyester labels
Vinyl labels work well within specified design parameters. Vinyls are heat-sensitive, so the liners need to be thick enough to absorb excess heat and prevent melting. A total strip matrix may cause adhesive contamination. Thin liners or weak pull strength may lead to labels peeling off the label inside the printer, which requires printer servicing.
Materials, which have liner face melt temperatures lower than the fuser temperature, may require the leading and trailing edge stripped areas to be 1.6 mm maximum due to feeding problems. We recommend that the liner face is constructed with material that can withstand the fuser temperature, which eliminates changing the stripped areas from 3 mm to 1.6 mm.
When a 1.6-mm stripped area is used, it is very important that the 1.6-mm tolerance be held tightly. With a stripped area of less than 1.6 mm, it is highly possible that adhesive contamination will occur.
Vinyls are non-absorbing, which leads to toner buildup in the fuser that requires special maintenance. For more information about maintaining your printer, see the documentation that came with your printer. Vinyls may require a topcoat to ensure good toner adhesion. When you run vinyl labels, you may be required to install an oil fuser cleaner.
Polyester labels are less heat-sensitive but are also non-absorbing. Backings for polyester labels can be thinner, but requirements for coatings and cleaning are similar to vinyl labels.
Integrated forms
To create integrated forms, the converter uses hot melt adhesives to apply the label adhesive and liner to a base material (generally paper).
Oil bleed, recognizable by a discolored face sheet, can be a problem with these forms. Oil may also migrate from the top to the back surface of the liner while it is on the roll, before the conversion process takes place. The forms may be slick, and the pick mechanism of your printer may be unable to move all the sheets from the tray into the printer. Jamming and misfeeds increase when oil is present on the back of the liner.
The adhesive on these forms is commonly patterned on two or four sides (a non-adhesive border on either two or four edges). We recommend designing a 1-mm (0.04-in.) non-adhesive border (zone coated) on all four edges.
When printing on integrated forms with a grain long base material, position the form in the tray so the paper portion of the form feeds into the printer first. Position the pressure-sensitive portion of the form toward the portrait left edge. For integrated forms with a grain short base material, position the form in the tray so the pressure-sensitive portion feeds into the printer first.
Due to the unique construction of integrated forms, you may experience stacking problems in the output bin. If you experience stacking problems with these forms, then contact your marketing representative.
Piezīme.
Test some forms before purchasing large quantities.
Drukāšana uz etiķetēm
Drukājiet tikai uz pilnām etiķešu loksnēm. Loksnes ar trūkstošām etiķetēm var nolobīties drukāšanas laikā un izraisīt papīra sastrēgumu. Daļēji pilnas loksnes var arī atstāt pašlīmējošo materiālu uz printera un kasetnes. Tas var anulēt printera un kasetņu apkopes garantijas.
Neievadiet etiķetes printerī vairāk par vienu reizi. Šāda rīcība var piesārņot kasetni un citas detaļas ar pašlīmējošo materiālu.
Atkarībā no printera modeļa un drukājamo etiķešu skaita, iespējams, ir nepieciešama speciāla printera apkope, lai drukātu etiķetes. Papildinformāciju par drukāšanu uz etiķetēm skatiet
Papīra atbalsts konkrētajā printerī
.
Apkopes procedūras
Piezīme.
Šīs procedūras attiecas tikai uz mono lāzerprinteriem.
Ja, drukājot uz vinila etiķetēm, drukas kvalitāte sāk pasliktināties, rīkojieties šādi:
-
Izdrukājiet piecas papīra loksnes.
-
Pagaidiet aptuveni piecas sekundes.
-
Izdrukājiet vēl piecas papīra loksnes.
Lai saglabātu printera padeves uzticamību, veiciet šo tīrīšanas procesu katru reizi, kad nomaināt tonera kasetni.
Piezīme.
Ja netiek ievērotas printera apkopes procedūras, var veidoties sastrēgumi, slikta drukas kvalitāte, padeves un termofiksatora problēmas.
Dupleksas etiķetes
Etiķetes parasti nav dupleksas savas īpašās struktūras dēļ. Taču ir iespējams drukāt uz abām etiķetes pusēm, ievērojot noteiktus noformējuma, struktūras un lietošana norādījumus.
Izveidojot papīra etiķetes dupleksai drukāšanai, apstrādes uzņēmumam ir jānodrošina, lai etiķetes noformējums neradītu piesārņojumu un sabiezējumu. Piesārņojums var izraisīt papīra padeves problēmas un sastrēgumus.
Ieteicams izmantot etiķešu loksnes, kurām nav pašlīmējošas malas ap etiķetes zonu. Pārbaudiet, vai uzklāšanas spēks ir pietiekams, lai izturētu 225 °C (437 °F) temperatūru un līdz pat 25 psi spiedienu.
Ja nepieciešams, izmantojiet etiķešu lentes. Šīs mazās nesagrieztās vietas (aptuveni 1,6 mm jeb 0,06 collas) palīdz stabilizēt etiķešu loksni un novērš perforāciju un šablona griezumu saplīšanu drukāšanas laikā. Etiķešu lentes arī novērš etiķešu priekšlaicīgu atdalīšanos printerī.
Etiķešu iegriezumi un griezumi printerī ļauj nokļūt pašlīmējošam materiālam. Lai iegūtu labākus rezultātus, novietojiet etiķešu loksni tā, lai iegriezumi un griezumi neatrodas pie printera dupleksās vai atpakaļpadeves vietas izciļņiem. Šādi varat novērst etiķetes pašlīmējošā materiāla saskaršanos ar printeri un pašlīmējošā materiāla piesārņojumu printerī. Lai iegūtu papildinformāciju, skatiet:
Galvenās izcilņu shēmas noformējuma norādījumi par malu izkārtojumu
.
Ievietojot etiķešu loksnes, vispirms ielieciet etiķetes galu. Izmantojiet garenšķiedras papīru, nevis šķērsšķiedras papīru, jo tas mēdz viegli sarullēties.
Ja apstrādes uzņēmums abpusējai drukāšanai ir izveidojis šķērsšķiedru etiķešu loksni, vispirms pārbaudiet loksni, lai pārliecinātos, ka tās izdrukas kvalitāte ir pieņemama.
Piezīme.
Visus materiālus, pirms to iegādes lielā apjomā, ieteicams pārbaudīt atbilstošo savām vajadzībām un printera specifikācijām.
Lai izmantotu dupleksas etiķetes, iespējams, būs jāuzstāda termofiksatora tīrītājs. Tīrītājs ļauj printerim drukāt uz abām papīra etiķešu pusēm. Lai noskaidrotu, vai jūsu printerim vajag tīrītāju, skatiet
Papīra atbalsts konkrētajā printerī
.
Galvenās izcilņu shēmas noformējuma norādījumi par malu izkārtojumu
-
Galvenās izcilņu shēmas funkcija ir nodrošināt vislabāko apdrukājamo materiālu atbalstu transportēšanas laikā. Ja apdrukājamais materiāls pieskaras noteiktai virsmai, šajā virsmā ir jābūt galvenajai izciļņu shēmai.
-
Padeves ceļam ir jānovirza apdrukājamā materiāla priekšējā mala galvenajā vadotņu virsmā, nevis sekundārajā virsmā. Šāds izkārtojums nodrošina noteiktu apdrukājamā materiāla priekšējās malas atrašanās vietu vadotņu virsmā, lai iegūtu vislabāko atbalstu.
-
Apdrukājamā materiāla priekšējās malas leņķis, saskaroties ar galveno vadotņu virsmu, nedrīkst būt lielāks par 30°. Šis leņķis samazina apdrukājamā materiāla salocīšanos pret vadotnēm un samazina arī spēku, ar kādu vadotne spiež uz apdrukājamo materiālu.
-
Galvenajā izciļņu shēmā ir izciļņu balsts 3 līdz 10 mm (0,12 līdz 0,40 collas) no papīra malām. Izmantojot aploksnes, izciļņu balsts ir 2 līdz 10 mm (0,08 līdz 0,40 collas) no aplokšņu malām. Šis izciļņu balsts nodrošina, ka apdrukājamā materiāla stūri ir stingri, lai tie nelocītos un nepieskartos citām virsmām printerī. Tas arī novērš situāciju, ka apdrukājamā materiāla stūri pieskaras papīra padeves ceļa iekšējai virsmai.
-
Galvenajā izciļņu shēmā izciļņi nedrīkst būt tuvāk par 3 mm (0,12 collām) no papīra un aplokšņu ārējās malas. Šāds izciļņu izkārtojums neļauj apdrukājamajam materiālam salocīties pret izcilni, kas ir izvietots pārāk tuvu apdrukājamā materiāla malai.
-
Maksimālais izciļņu attālums galvenajā izciļņu shēmā nedrīkst būt lielāks par 20 mm (0,79 collām). Attālums nodrošina, ka apdrukājamā materiāla priekšējā mala, pārvietojoties sistēmā, ir plakana.
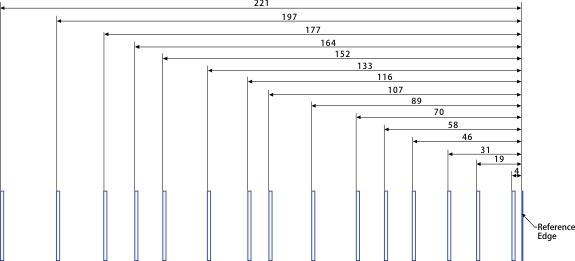
Lexmark C6160, CS820, CS827, CX820, CX825, CX827, CX860, XC6152, XC8155, XC8160 izciļņu shēma
|
|
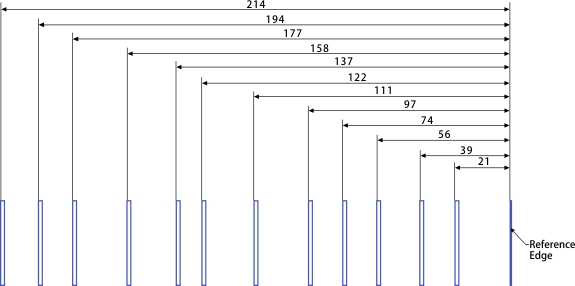
Lexmark C4150, C4342, C4352, CS720, CS725, CS727, CS728, CS730, CS735, CX725, CX727, CX730, CX735, XC4140, XC4150, XC4342, XC4352 izciļņu shēma
|
|
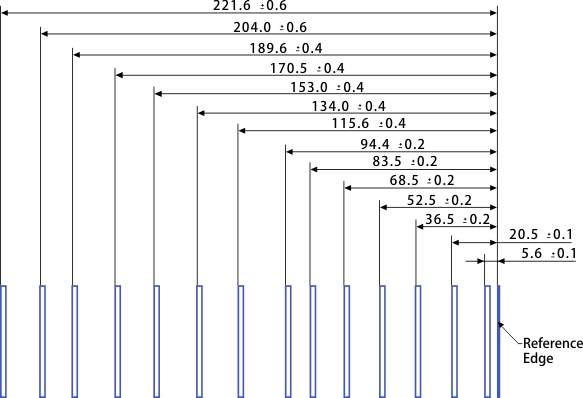
Lexmark B2865, M5255, M5265, M5270, MB2770, MS725, MS821, MS822, MS823, MS824, MS825, MS826, MX721, MX722, MX725, MX822, MX824, MX826, XM5365, XM5370, XM7355, XM7365, XM7370 izciļņu shēma
|
|