Materiały do drukowania mają mierzalne właściwości, które wymagają rozważenia przy wyborze lub projektowaniu formularzy dla konkretnego zastosowania.
Gramatura jest terminem stosowanym do opisania masy w funtach na 500 arkuszy papieru w ryzie. Jednakże sam standardowy rozmiar papieru określa masę, która może nie być zakupionym rozmiarem. W związku z tym gramatura nie zawsze jest łatwo porównywalna. Przykładem może być standardowy rozmiar papieru dokumentowego o gramaturze 20 funtów, 17 x 22 cali, i jedna ryza, które waży 20 funtów. Jeśli papier był cięty, tworząc 4 ryzy 8,5 x 11 cali, każda ryza zostałaby oznaczona jako 20-funtowy papier dokumentowy o wadze tylko pięciu funtów.
Jeśli ten sam papier ważył 24 funty, zostałby nazwany papierem 24-funtowym dokumentowym. Papier dokumentowy 24-funtowy jest grubszy, cięższy i bardziej gęsty niż 20-funtowy dokumentowy. Papier grubszy oznacza, że w podajniku można umieścić mniej papieru. Papier, który jest cięższy i gęstszy, może powodować zacięcia papieru lub problemy z niezawodnością podawania w niektórych drukarkach. Aby sprawdzić, czy gramatura użytego papieru jest dopuszczalna, patrz tabela obsługiwanych gramatur w Obsługa papieru przez daną drukarkę .
Nie wszystkie gramatury są związane z tym samym standardowym rozmiarem arkusza. Na przykład, materiał 70-funtowy może być lżejszy niż 40-funtowy, jeśli opiera się na papierze o większej gramaturze. Metryczny pomiar gramów na metr kwadratowy (g/m 2 ) jest bardziej spójnym sposobem porównania gramatur i został ustandaryzowany przez Międzynarodową Organizację Normalizacyjną (ISO).
Drukarka może przyjmować szeroką gamę gramatur, ale materiały zbyt lekkie lub zbyt ciężkie mogą powodować problemy z drukowaniem. Ciężkie i grubsze materiały mogą nie rozgrzewać się wystarczająco szybko w nagrzewnicy, co przekłada się na słabą jakość wydruku. Mogą one być również podawane w mniej niezawodny sposób lub przekrzywiać się ze względu na masę lub sztywność. Z kolei lżejsze materiały mogą się marszczyć i zacinać wewnątrz drukarki, co jest spowodowane niską wytrzymałością (sztywnością).
Użyj poniższej tabeli, aby porównać gramatury różnych nośników.
|
Metryczny odpowiednik (g/m 2 ) |
Gramatura podstawowa (funty/ryza) |
|||||
|---|---|---|---|---|---|---|
|
Papier dokumentowy 431,8 x 558,8 mm (17 x 22 cala) |
Przesunięcie 635 x 965,2 mm (25 x 38 cala) |
Okładki 508 x 660,4 mm (20 x 26 cala) |
Drukowanie Bristol 571,5 x 889 mm (22,5 x 35 cala) |
Indeks Bristol 647,7 x 774,7 mm (25,5 x 30,5 cala) |
Identyfikatory 609,6 x 914,4 mm (24 x 36 cala) |
|
|
Gramatura kartonu może się różnić o ±5%. |
||||||
|
60 |
16 |
40 |
18 |
23 |
33 |
37 |
|
75 |
20 |
51 |
28 |
34 |
42 |
46 |
|
80 |
21 |
51 |
30 |
36 |
44 |
49 |
|
90 |
24 |
61 |
33 |
41 |
50 |
55 |
|
100 |
27 |
68 |
37 |
46 |
55 |
62 |
|
110 |
29 |
74 |
41 |
50 |
61 |
68 |
|
120 |
32 |
81 |
44 |
55 |
66 |
74 |
|
145 |
39 |
98 |
54 |
66 |
80 |
89 |
|
160 |
43 |
108 |
59 |
73 |
88 |
98 |
|
175 |
47 |
118 |
65 |
80 |
97 |
108 |
|
200 |
53 |
135 |
74 |
91 |
111 |
123 |
|
215 |
57 |
145 |
80 |
98 |
119 |
132 |
|
255 |
68 |
172 |
94 |
116 |
141 |
157 |
|
260 |
69 |
176 |
96 |
119 |
144 |
160 |
|
300 |
80 |
203 |
111 |
137 |
166 |
184 |
W zależności od orientacji stosu podawanego przez drukarkę, może zaistnieć potrzeba cięcia papieru wzdłuż lub w poprzek włókien, aby zapewnić elastyczność w zakrętach ścieżki papieru.
Więcej informacji na temat gramatur obsługiwanych przez drukarkę można znaleźć w specyfikacji danej drukarki w tym dokumencie.
Wszystkie drukarki mają ograniczenia co do wymiaru materiału do druku Więcej informacji na ten temat można znaleźć w dokumentacji drukarki. Czasami można przeprojektować wydruk w celu wyeliminowania tych ograniczeń. Na przykład, jeśli dokument jest krótszy niż długość minimalna obsługiwana przez drukarkę, można umieścić dwa dokumenty na jednym arkuszu.
Drukarki Lexmark spełniają lub przewyższają wymagania wszystkich przepisów i norm branżowych dotyczących emisji. Ciągłe drukowanie na pewnych rodzajach papieru lub innych nośnikach może powodować emisję oparów, które nie stanowią problemu przy sporadycznym drukowaniu. Upewnij się, że drukarka znajduje się w dobrze wentylowanym miejscu.
Temperatura i wilgotność mogą mieć duży wpływ na wydruk. Nawet niewielkie zmiany (np. z trybu dziennego na nocny) mogą znacznie wpłynąć na niezawodność podawania materiału, który ledwie mieści się w zakresie dopuszczalności.
Zalecamy kondycjonowanie stosu, kiedy nadal jest w oryginalnym opakowaniu. Stos należy przechowywać w tym samym otoczeniu co drukarkę przez 24 do 48 godzin przed drukowaniem, aby umożliwić ustabilizowanie się stosu w nowych warunkach. W przypadku dużej różnicy między warunkami przechowywania lub transportu a warunkami panującymi w otoczeniu drukarki okres ten papieru powinien zostać wydłużony do kilku dni. Grubsze stosy wymagają także dłuższego okresu kondycjonowania ze względu na masę materiału.
Usunięcie opakowania ze stosu przed załadowaniem go do drukarki sprawia, że w stosie wytwarza się nierównomierna wilgoć, która prowadzi do jego zawijania się. Zalecamy, aby przed załadowaniem zawinięcie nie przekroczyło 3 mm (0,125 cala). W przypadku lżejszych materiałów, takie jak papiery i niektóre zintegrowane formularze, istnieje większe prawdopodobieństwo wystąpienia problemów z drukowaniem w przypadku zawinięcia.
Większość producentów etykiet zaleca drukowanie w temperaturze od +18 do +24°C i wilgotności względnej od 40 do 60%. Drukarki Lexmark zostały zaprojektowane do pracy w zakresie temperatur od 15,5 do 32°C (od 60 do 90°F) przy wilgotności względnej od 8 do 80%. Drukowanie w środowisku poza tymi zaleceniami może powodować zacięcia, problemy z podawaniem, zmniejszenie jakości druku i predispensing (łuszczenie) etykiet.
Papier wstępnie zadrukowany wprowadza półpłynne i lotne składniki w wysokich temperaturach i ciśnieniu, stosowane w procesie drukowania. Atramenty wstępnie zadrukowane i koloryzacje wytrzymują temperaturę nagrzewnicy do 225°C (437°F) i ciśnienie do 25 psi bez zanieczyszczania drukarki lub tworzenia niebezpiecznych oparów.
Nie zaleca się stosowania atramentu termograficznego. Atramenty termograficzne są bardziej woskowate, a wydrukowany obraz wydaje się zawieszony nad powierzchnią materiału do drukowania. Te atramenty mogą ulec stopieniu, powodując uszkodzenie nagrzewnicy.
Atramenty wstępnie zadrukowane muszą być również odporne na ścieranie, aby zmniejszyć zanieczyszczenie kurzem i atramentem w drukarce. Jeśli drukujesz na wstępnie zadrukowanym obszarze, atrament musi przyjmować toner, aby zapewnić odpowiednie utrwalenie.
Wszystkie atramenty wstępnie zadrukowane muszą zostać dokładnie osuszone przed rozpoczęciem korzystania z materiałów drukowanych. Jednakże nie zalecamy stosowania proszków offsetowych i innych materiałów obcych przyspieszania suszenia. Aby ustalić, czy atrament jest zgodny z drukarkami, które podgrzewają atrament do 225°C (437°F), skontaktuj się z konwerterem, producentem lub sprzedawcą.
W przypadku perforacji jej linia powinna przebiegać w odległości 1,6 mm (0,06 cala) od każdej krawędzi formularza. Dzięki temu unika się oddzielenia formularza w ścieżce drukarki, co prowadzi do zacięcia. Położenie perforacji wpływa na początkową siłę pobierania. Perforacje bliżej krawędzi mogą zwiększyć liczbę zacięć. W przypadku materiałów wrażliwych na nacisk, takich jak etykiety, należy ograniczyć liczbę perforacji, które przechodzą przez materiał podkładowy lub prowadnicę.
Perforacje należy prasować, dzięki czemu materiał do druku leży płasko, zmniejszając zagnieżdżanie się formularzy. Krawędzie powinny być gładkie i czyste, bez zawinięć. Laserowe perforacje (znany również jako micro-perfs lub data-perfs ) zapewniają większą stabilność i są preferowane. Te mniejsze perforacja normalnie nie zagnieżdżają się i nie tworzą nadmiernego pyłu i zanieczyszczeń. Upewnij się, że pył i kurz z arkuszy powstałe podczas procesu konwersji są usuwane przed rozpoczęciem pakowania.
Jeśli perforacje wybrzuszają się lub zaginają na perforacji, perforacje mogą pękać, powodując zacięcia papieru. Wybrzuszanie się może nasilać przekrzywianie się; powodując podawanie podwójnych arkuszy lub smugi tonera na materiału do drukowania przed utrwaleniem, powodując słabą jakość druku. Aby zmniejszyć wybrzuszanie się, należy użyć mikroperforacji. Jeśli materiał do drukowania jest lekko postrzępiony przez przechodzenie przez drukarkę, perforacje powinny trzymać się bez przerywania.
Wykrawanie jest używane do tworzenia kształtów w projekcie etykiety lub kartonu. Przy projektowaniu etykiet okrągłe narożniki zapobiegają rozwarstwianiu etykiet i pozwalają unikać cięć prowadnicy (cięć kowadełkowych). Rozwarstwienia tylne i okienka również nie są zalecane.
Jeśli perforacje lub wykrojenia stanowią część konstrukcji materiału do drukowania, zalecane są opaski. Te niewielkie nieścięte miejsca (około 1,6 mm lub 0,06 cala) pomagają ustabilizować formularz i zapobiec jego rozerwaniu przy perforacjach i wykrojeniach podczas drukowania.
Dla obszarów z wykrojeniami lub perforacjami, które przecinają się lub tworzą mały produkt końcowy, opaski na narożnikach zapewniają dodatkową stabilność. Opaski mogą znajdować się w dowolnym miejscu wzdłuż perforacji ani wykrojeń. W przypadku produktów wrażliwych na nacisk, opaski zapobiegają łuszczeniu się etykiet z prowadnicy w drukarce. Opaski nie mogą być stosowane w celu skompensowania nieodpowiedniej siły zwalniania kleju w etykietach.
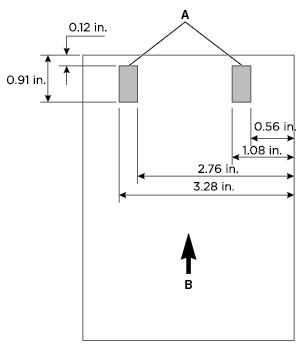
Niektóre drukarki mają zespół rolki pobierającej, która podaje papier w sposób bardziej niezawodny niż system osłon narożnikowych używany przez wcześniejsze modele drukarek. Zespół ma dwie rolki, które dotykają papieru. Należy unikać umieszczania głębokich perforacji w tych obszarach, ponieważ papier może się zagnieżdżać, powodując pobieranie wielu arkuszy. Perforacje, które mogłyby spowodować zagnieżdżanie i wybrzuszanie powinny znajdować się poza obszarem rolki pobierającej na krawędzi prowadzącej papieru. Różni się to od 0,50-calowej przestrzeni zalecanej do pozostawienia na górze formularza dla drukarek z systemem osłon narożnikowych. W celu uniknięcia problemów z zagnieżdżaniem należy skorzystać z mikroperforacji.
Upewnij się, że perforacje nie mieszczą się w obszarze 0,12-0,91 cala na krawędzi prowadzącej nośnika.
|
A |
Umiejscowienie rolki pobierającej |
|
B |
Kierunek podawania |
Unikaj przetłaczania wklęsłego i wypukłego materiałów. Korzystanie z tych materiałów może doprowadzić do zagnieżdżania się i pobierania podwójnych arkuszy, a proces nagrzewania znacznie redukuje wysokość uniesionego obrazu. Drukowanie zbyt blisko przetłoczeń powoduje obniżenie jakości druku i niski stopień nagrzewania.
Nie zalecamy używania elementów metalicznych w formularzach, zarówno w przypadku atramentów, jak i innych materiałów, ze względu na ich współczynnik przewodzenia i zdolność odprowadzania ładunków. Właściwość ta może kolidować z transferem tonera i powodować pogarszanie się jakości wydruku.
Podczas projektowania formularzy należy uwzględnić obszar wolny od druku 8,38 mm (0,33 cala ) od górnej i dolnej części formularza i 6,35 mm (0,25 cala) po obu stronach formularza.
Ogólnie rzecz biorąc, orientacja pionowa jest preferowanym układem, zwłaszcza w przypadku drukowania kodów kreskowych. Wybranie orientacji poziomej może spowodować różnice w prędkości ścieżki papieru, powodując odchylenia podczas drukowania kodów kreskowych.