Os materiais de impressão têm características mensuráveis que você precisa considerar ao selecionar ou criar formatos para seu aplicativo específico.
O peso base é um termo usado para descrever o peso em libras de 500 folhas de papel (uma resma). No entanto, o tamanho padrão do papel determina o peso, que pode não ser o tamanho adquirido. Portanto, os pesos básicos nem sempre são facilmente comparáveis. Um exemplo seria o tamanho padrão do papel bond de 20 lb, que tem 17 x 22 polegadas e uma resma que pesa 20 libras. Se o papel foi cortado, criando quatro resmas de papel de 8,5 x de 11 polegadas, cada resma seria rotulada como papel bond de 20 lb, mas pesaria apenas cinco libras.
Se o mesmo papel pesasse 24 libras, seria chamado de bond de 24 libras. O papel bond de 24 lb é mais espesso, mais pesado e mais denso que o bond de 20 lb. Papel mais grosso significa que menos papel pode ser colocado em uma bandeja. O papel mais pesado e mais denso pode causar atolamentos de papel ou problemas de confiabilidade da alimentação em algumas impressoras. Para verificar se o peso base do papel em uso é aceitável, consulte a tabela de pesos de papel suportados em Suporte de papel específico da impressora .
Nem todos os pesos básicos estão relacionadas ao mesmo tamanho de folha padrão. Por exemplo, um material de 70 libras pode ser mais leve do que o material de 40 libras se for baseado em papel de tamanho maior. A medição métrica de gramas por metro quadrado (g/m 2 ) é uma maneira mais consistente de comparar pesos e foi padronizada pela International Organization for Standardization (ISO).
A impressora pode aceitar uma grande variedade de pesos, mas materiais muito leves ou muito pesados podem causar problemas de impressão. Materiais pesados e mais espessos podem não aquecer rapidamente no fusor, resultando em baixa qualidade de impressão. Eles também podem se alimentar de forma menos confiável ou inclinar devido ao seu peso ou rigidez. Por outro lado, materiais mais leves podem enrugar e obstruir a impressora devido à baixa resistência da coluna (rigidez).
Use a tabela a seguir para comparar os pesos de vários tipos de mídia.
|
Equivalente métrico (g/m 2 ) |
Peso base (lb/resma) |
|||||
|---|---|---|---|---|---|---|
|
Bond 431,8 x 558,8 mm (17 x 22 pol.) |
Separação 635 x 965,2 mm (25 x 38 pol.) |
Capa 508 x 660,4 mm (20 x 26 pol.) |
Impressão Bristol 571,5 x 889 mm (22,5 x 35 pol.) |
Índice Bristol 647,7 x 774,7 mm (25,5 x 30,5 pol.) |
Etiqueta 609,6 x 914,4 mm (24 x 36 pol.) |
|
|
Os pesos dos papéis-cartão podem variar ± 5%. |
||||||
|
60 |
16 |
40 |
18 |
23 |
33 |
37 |
|
75 |
20 |
51 |
28 |
34 |
42 |
46 |
|
80 |
21 |
51 |
30 |
36 |
44 |
49 |
|
90 |
24 |
61 |
33 |
41 |
50 |
55 |
|
100 |
27 |
68 |
37 |
46 |
55 |
62 |
|
110 |
29 |
74 |
41 |
50 |
61 |
68 |
|
120 |
32 |
81 |
44 |
55 |
66 |
74 |
|
145 |
39 |
98 |
54 |
66 |
80 |
89 |
|
160 |
43 |
108 |
59 |
73 |
88 |
98 |
|
175 |
47 |
118 |
65 |
80 |
97 |
108 |
|
200 |
53 |
135 |
74 |
91 |
111 |
123 |
|
215 |
57 |
145 |
80 |
98 |
119 |
132 |
|
255 |
68 |
172 |
94 |
116 |
141 |
157 |
|
260 |
69 |
176 |
96 |
119 |
144 |
160 |
|
300 |
80 |
203 |
111 |
137 |
166 |
184 |
Dependendo da orientação do material alimentado pela impressora, pode ser necessário solicitar que materiais mais pesados sejam cortados com fibras curtas ou longas proporcionar flexibilidade nas curvas de percurso do papel.
Para obter informações sobre os pesos que sua impressora suporta, consulte as especificações individuais da impressora neste documento.
Todas as impressoras têm limitações de dimensão de material de impressão. Para mais informações, consulte a documentação da impressora. Às vezes, você pode reprojetar sua saída impressa para superar essas limitações. Por exemplo, se o documento for menor que o comprimento mínimo suportado pela impressora, você poderá colocar dois documentos em uma única folha.
As impressoras Lexmark atendem ou excedem todos os regulamentos e padrões de emissões do setor. A impressão contínua em alguns tipos de papel ou outra mídia pode criar fumos que não são um problema com impressões ocasionais. Certifique-se de que sua impressora esteja localizada em uma área bem ventilada.
A temperatura e a umidade podem ter um grande impacto na impressão. Mesmo pequenas alterações (como do dia para a noite) podem afetar muito a confiabilidade da alimentação quando o material de impressão está dentro da faixa de aceitabilidade.
Recomendamos que você condicione o papel enquanto ele ainda estiver no pacote original. Armazene o material no mesmo ambiente da impressora por 24 a 48 horas antes de imprimir para permitir que o material se estabilize com as novas condições. Talvez seja necessário prolongar o tempo para vários dias se o ambiente de armazenamento ou transporte for muito diferente do ambiente da impressora. O papel espesso também requer um período de condicionamento mais longo devido à massa do material.
Se você remover o pacote do papel antes de estar pronto para carregá-lo na impressora, o material desenvolverá um teor de umidade irregular, fazendo com que o material enrole. Antes de carregar, recomendamos que a curvatura não exceda 3 mm (0,125 pol.). Materiais mais leves, como etiquetas de papel e alguns formulários integrados, são mais propensos a ter problemas de impressão se a curvatura estiver presente.
A maioria dos fabricantes de etiquetas recomenda a impressão em um intervalo de temperatura de 18°C a 24°C (65 a 75°F), com umidade relativa do ar de 40% a 60%. As impressoras Lexmark são projetadas para operar em uma faixa de temperatura de 15,5°C a 32°C (60°F a 90°F) com umidade relativa de 8% a 80%. Imprimir em um ambiente fora dessas recomendações pode causar atolamentos, problemas de alimentação, qualidade de impressão reduzida e rótulos de pré-desistência (descascamento).
O papel pré-impresso introduz componentes semilíquidos e voláteis às altas temperaturas e pressão utilizadas no processo de impressão a laser. As tintas e cores pré-impressas suportam uma temperatura do fusor até 225°C (437°F) e uma pressão de até 25 psi sem contaminar a impressora ou criar fumaça perigosa.
Não recomendamos tinta termográfica. As tintas termográficas têm uma sensação de cera, e a imagem impressa aparece elevada acima da superfície do material de impressão. Essas tintas podem derreter e danificar o conjunto do fusor.
As tintas pré-impressas também devem ser resistentes à abrasão para reduzir o pó da tinta e a contaminação da tinta na impressora. Se você estiver imprimindo em uma área pré-impressa, a tinta deve estar receptiva ao toner para garantir uma fusão adequada.
Todas as tintas pré-impressas devem estar completamente secas antes de usar materiais impressos. No entanto, não recomendamos o uso de pós de offset ou outros materiais estranhos para acelerar a secagem. Para determinar se a tinta é compatível com impressoras que aquecem a tinta a 225°C (437°F), consulte o seu conversor de tinta, fabricante ou fornecedor.
Se existir uma perfuração, a linha de perfuração deve parar a 1,6 mm (0,06 pol.) de cada borda do formulário. Isso evita a separação do formulário no caminho da impressora, resultando em um atolamento. A localização da perfuração afeta a força inicial do coletor. Perfurações mais próximas da borda podem aumentar o número de atolamentos. Para materiais sensíveis à pressão, como etiquetas, minimize o número de perfurações que passam pelo material de apoio ou revestimento.
As perfurações devem ser passadas a ferro de modo que o material de impressão fique plano, reduzindo o aninhamento de formulários. As bordas devem ser lisas e limpas, sem curvas. As Laser-perfs (também conhecidos como micro-perfs ou data-perfs ) fornecem maior estabilidade e são recomendadas. Essas perfurações menores normalmente não aninham nem criam poeira e detritos excessivos. Certifique-se de que a palha e o pó de papel criados durante o processo de conversão sejam removidos antes da embalagem.
Se perfurações dobrarem ou criarem vinco na linha de perfurações, as perfurações pode romper, provocando um encravamento de papel. As dobras podem aumentar a inclinação, causar alimentação de folha dupla ou manchar o toner no material de impressão antes da fusão, resultando em baixa qualidade de impressão. Para reduzir as dobras, use micro-perfs. Se o material de impressão estiver ligeiramente atolado à medida que ele se move pela impressora, as perfurações devem ser seguras sem quebrar.
O corte é usado para criar formas em uma etiqueta ou em um design de papel-cartão. Ao projetar etiquetas, arredonde todos os cantos para evitar a delaminação das etiquetas e evite cortes no revestimento (cortes de bigorna). Divisões posteriores e janelas pop-out também não são recomendadas.
Se perfurações ou cortes fizerem parte do design do material de impressão, são recomendadas as amarras. Essas pequenas áreas não cortadas (aproximadamente 1,6 mm ou 0,06 pol.) ajudar a estabilizar o formulário e evitar rasgos nas perfurações e cortes durante a impressão.
Para áreas com cortes ou perfurações que cruzam ou criam um produto final pequeno, os laços nos cantos do desenho proporcionam maior estabilidade. As amarras podem estar localizadas em qualquer lugar ao longo de perfurações ou cortes. Para produtos sensíveis à pressão, as amarras ajudam a evitar que as etiquetas descolem o revestimento enquanto estão na impressora. As amarras não podem ser usadas para compensar a resistência à liberação inadequada do adesivo nos designs de etiquetas.
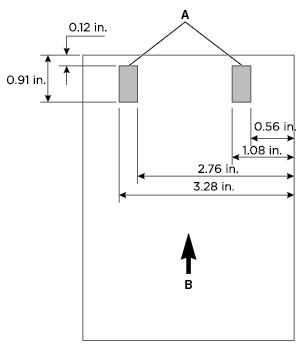
Algumas impressoras têm um conjunto de rolos de transporte que alimenta o papel de maneira mais confiável do que o sistema de escotilha de canto usado pelos modelos de impressora anteriores. A montagem tem dois rolos que tocam o papel da mídia. Evite colocar perfurações profundas nessas áreas, pois o papel pode se aninhar, fazendo com que várias folhas sejam alimentadas. As perfurações que podem causar aninhamento e dobras devem ficar fora da área do rolo de transporte na borda principal do papel. Isso é diferente do espaço de 0,50 polegadas que recomendamos deixar na parte superior do formulário para impressoras com um sistema de proteção de canto. Use micro-perfs para evitar problemas de aninhamento.
Certifique-se de que as perfurações estejam fora da área de 0,12 a 0,91 polegadas na borda principal da mídia.
|
A |
Localização do rolo de transporte |
|
B |
Direção da alimentação |
Evite debossing e gravação em relevo de materiais. O uso desses materiais pode levar a alimentações de folhas duplas e de aninhamento, e o processo de fusão reduz significativamente a altura da imagem em relevo. A impressão muito próxima dos relevos resulta em baixa qualidade de impressão e baixo grau de fusor.
Não recomendamos o uso de metálicos em formulários, seja em tintas ou outros materiais, devido à sua condutividade e capacidade de vazar tinta. Essa propriedade pode interferir na transferência de toner e causar baixa qualidade de impressão.
Ao criar formulários, inclua uma área não impressa de 8,38 mm (0,33 pol.) na parte superior e inferior do formulário e 6,35 mm (0,25 pol.) em ambos os lados do formulário.
Em geral, a orientação retrato é o layout preferido, especialmente se você estiver imprimindo códigos de barras. A escolha da orientação paisagem pode fazer com que as variações na velocidade do trajeto do papel produzam variações de espaçamento ao imprimir códigos de barra.