Materialele de imprimare au anumite caracteristici măsurabile pe care trebuie să le aveţi în vedere atunci când selectaţi sau proiectaţi formulare pentru propriul uz.
Greutatea de bază este un termen folosit pentru a descrie greutatea exprimată în livre a 500 de coli de hârtie (un top). Totuşi, dimensiunea standard a hârtiei este cea care determină greutatea, iar aceasta poate să nu corespundă cu dimensiunea achiziţionată. Prin urmare, nu este întotdeauna uşor să faceţi comparaţii între greutăţile de bază. Un exemplu ar fi dimensiunea standard a hârtiei de corespondenţă de 20 lb, care este de 17 x 22 inchi, un top cântărind 20 lb. Dacă hârtia ar fi tăiată şi s-ar crea patru topuri de hârtie de 8,5 x 11 inchi, fiecare top ar fi etichetat hârtie de corespondenţă de 20 lb, însă ar cântări doar cinci livre.
Dacă aceeaşi hârtie ar cântări 24 de livre s-ar numi hârtie de corespondenţă de 24 lb. Hârtia de corespondenţă de 24 lb este mai groasă, mai grea şi are o densitate mai mare decât hârtia de corespondenţă de 20 lb. Dacă hârtia este mai groasă, în tavă poate fi plasată mai puţină hârtie. Hârtia care este mai grea şi are o densitate mai mare poate provoca blocaje de hârtie sau probleme de fiabilitate la alimentarea cu hârtie în cazul unor imprimante. Pentru a verifica dacă greutatea de bază a hârtiei utilizate este acceptabilă, consultaţi tabelul cu greutăţile de hârtie acceptate din secţiunea Compatibilitate cu hârtia în funcţie de imprimantă .
Nu toate greutăţile de bază sunt asociate cu aceeaşi dimensiune standard a colii. Spre exemplu, un material de 70 lb poate fi mai uşor decât unul de 40 lb dacă se bazează pe hârtie cu dimensiune standard mai mare. Măsurarea metrică a gramelor pe metru pătrat (g/m 2 ) este o metodă mai consecventă de comparare a greutăţilor şi a fost standardizată de către Organizaţia Internaţională pentru Standardizare (ISO).
Imprimanta poate accepta o gamă largă de greutăţi de hârtie, însă materialele care sunt fie prea uşoare, fie prea grele pot cauza probleme la imprimare. Este posibil ca materialele grele şi mai groase să nu se încălzească suficient de repede în unitatea de fuziune, ceea ce duce la o calitate slabă a imprimării. Totodată, se pot alimenta mai puţin fiabil sau pot fi aliniate greşit din cauza greutăţii sau rigidităţii. În schimb, materialele mai uşoare se pot şifona şi se pot bloca în imprimantă din cauza rigidităţii reduse.
Utilizaţi tabelul următor pentru a compara greutăţile diverselor tipuri de suporturi.
|
Echivalent metric (g/m 2 ) |
Greutate de bază (lb/top) |
|||||
|---|---|---|---|---|---|---|
|
Hârtie de corespondenţă 431,8 x 558,8 mm (17 x 22 in.) |
Offset 635 x 965,2 mm (25 x 38 in.) |
Copertă 508 x 660,4 mm (20 x 26 in.) |
Hârtie de imprimare Bristol 571,5 x 889 mm (22,5 x 35 in.) |
Index Bristol 647,7 x 774,7 mm (25,5 x 30,5 in.) |
Etichetă 609,6 x 914,4 mm (24 x 36 in.) |
|
|
Greutăţile cartonului pot prezenta variaţii de ± 5 %. |
||||||
|
60 |
16 |
40 |
18 |
23 |
33 |
37 |
|
75 |
20 |
51 |
28 |
34 |
42 |
46 |
|
80 |
21 |
51 |
30 |
36 |
44 |
49 |
|
90 |
24 |
61 |
33 |
41 |
50 |
55 |
|
100 |
27 |
68 |
37 |
46 |
55 |
62 |
|
110 |
29 |
74 |
41 |
50 |
61 |
68 |
|
120 |
32 |
81 |
44 |
55 |
66 |
74 |
|
145 |
39 |
98 |
54 |
66 |
80 |
89 |
|
160 |
43 |
108 |
59 |
73 |
88 |
98 |
|
175 |
47 |
118 |
65 |
80 |
97 |
108 |
|
200 |
53 |
135 |
74 |
91 |
111 |
123 |
|
215 |
57 |
145 |
80 |
98 |
119 |
132 |
|
255 |
68 |
172 |
94 |
116 |
141 |
157 |
|
260 |
69 |
176 |
96 |
119 |
144 |
160 |
|
300 |
80 |
203 |
111 |
137 |
166 |
184 |
În funcţie de orientarea hârtiei la alimentarea în imprimantă, poate fi nevoie să solicitaţi ca materialele mai grele să fie tăiate cu fibră scurtă sau fibră lungă pentru a oferi flexibilitate la cotiturile căii pentru hârtie.
Pentru mai multe informaţii despre greutăţile acceptate de imprimantă, consultaţi specificaţiile individuale pentru imprimante din acest document.
Toate imprimantele au limitări în privinţa dimensiunilor materialelor de imprimare. Pentru mai multe informaţii, consultaţi documentaţia imprimantei. Uneori puteţi reface designul materialelor imprimate pentru a depăşi aceste limitări. Spre exemplu, dacă documentul dvs. este mai scurt decât lungimea minimă acceptată de imprimantă, puteţi să puneţi două documente pe o singură coală.
Imprimantele Lexmark îndeplinesc sau depăşesc toate reglementările şi standardele privind emisiile aplicabile în domeniu. Imprimarea continuă pe anumite tipuri de hârtie sau pe alte suporturi poate genera vapori care nu reprezintă însă o problemă la imprimarea ocazională. Asiguraţi-vă că imprimanta este situată într-o zonă bine aerisită.
Temperatura şi umiditatea pot avea un impact important asupra imprimării. Chiar şi mici modificări (cum ar fi trecerea de la zi la noapte) pot afecta semnificativ fiabilitatea la alimentarea cu hârtie atunci când materialul de imprimare se încadrează la limită în valorile acceptabile.
Vă recomandăm să pregătiţi hârtia cât timp este încă în ambalajul original. Depozitaţi hârtia în acelaşi mediu ca imprimanta timp de 24 până la 48 de ore înainte de imprimare pentru a permite acesteia să se stabilizeze în noile condiţii de mediu. Poate fi nevoie să prelungiţi această perioadă cu câteva zile în cazul în care mediul de depozitare sau de transport diferă foarte mult faţă de cel în care se află imprimanta. Hârtia groasă necesită, de asemenea, o perioadă mai lungă de pregătire, din cauza masei materialului.
Dacă îndepărtaţi ambalajul de pe hârtie înainte ca aceasta să fie gata de încărcare în imprimantă, hârtia va dezvolta un conţinut inegal de umiditate ce duce la ondularea hârtiei. Înainte de încărcare, vă recomandăm ca ondularea hârtiei să nu depăşească 3 mm (0,125 in.). Materialele mai uşoare, cum sunt etichetele şi unele formulare integrate, sunt mai predispuse la probleme de imprimare dacă sunt ondulate.
Majoritatea producătorilor de etichete recomandă imprimarea la o temperatură cuprinsă între 18 şi 24 °C (65 şi 75 °F), cu o umiditate relativă de 40-60 %. Imprimantele Lexmark sunt proiectate să funcţioneze într-un interval de temperatură cuprins între 15,5 şi 32 °C (60-90 °F), cu umiditate relativă de 8 până la 80 %. Imprimarea într-un mediu ce nu respectă aceste recomandări poate avea drept consecinţe blocaje, probleme la alimentarea cu hârtie, calitate redusă a imprimării şi desprinderea (dezlipirea) etichetelor.
Hârtia preimprimată expune compuşi semilichizi şi volatili la valorile mari de temperatură şi presiune folosite în procesul de imprimare cu laser. Cernelurile preimprimate şi pigmenţii rezistă la o temperatură a unităţii de fuziune de până la 225 °C (437 °F) şi o presiune de până la 25 psi fără a contamina imprimanta sau a genera vapori toxici.
Nu recomandăm cerneala termografică. Cernelurile termografice au o textură cerată, iar imaginea imprimată apare în relief pe suprafaţa materialului de imprimare. Aceste cerneluri pot topi şi pot deteriora ansamblul unităţii de fuziune.
De asemenea, cernelurile preimprimate trebuie să fie rezistente la abraziune pentru a reduce pulberea de cerneală şi contaminarea imprimantei cu cerneală. Dacă imprimaţi pe o zonă preimprimată, cerneala trebuie să fie receptivă la toner pentru a asigura fuziunea adecvată.
Toate cernelurile preimprimate trebuie să fie bine uscate înainte de utilizarea materialelor imprimate. Totuşi, nu recomandăm utilizarea de pudre offset sau alte materiale străine pentru a grăbi uscarea. Pentru a stabili dacă cerneala este compatibilă cu imprimantele care încălzesc cerneala la 225 °C (437 °F), consultaţi entitatea de conversie, producătorul sau furnizorul cernelii.
Dacă există o perforaţie, linia de perforare trebuie să se oprească la 1,6 mm (0,06 in.) de fiecare margine a formularului. Astfel, se evită separarea formularului în calea de imprimare, incident ce ar putea provoca un blocaj. Amplasarea perforaţiei afectează forţa de tragere iniţială. Perforaţiile aflate mai aproape de margine pot creşte numărul de blocaje. Pentru materiale sensibile la presiune precum etichetele, reduceţi numărul de perforaţii care trec prin materialul suport sau coala suport.
Perforaţiile trebuie să fie aplatizate, astfel încât materialul de imprimare să fie plat, reducându-se ataşarea formularelor unele de altele. Marginile trebuie să fie netede şi curate, fără îndoituri. Perforaţiile cu laser (cunoscute şi ca microperforaţii sau perforaţii de date ) asigură o stabilitate mai mare şi sunt preferate. În mod normal, aceste perforaţii mai mici nu se lipesc unele de altele şi nici nu generează praf sau resturi de hârtie în exces. Asiguraţi-vă că resturile şi praful de hârtie generate în timpul procesului de conversie sunt îndepărtate înainte de ambalare.
Dacă perforaţiile se curbează sau fac cute la linia de perforare, este posibil ca perforaţiile să se rupă, provocând blocarea hârtiei. Curbarea poate creşte numărul situaţiilor de aliniere greşită, poate duce la alimentarea imprimantei cu două coli sau la întinderea tonerului pe materialul de imprimare înainte de fuziune, ceea ce are drept consecinţă o calitate slabă a imprimării. Pentru a reduce curbarea, utilizaţi microperforaţii. Dacă materialul de imprimare se rupe puţin pe măsură ce trece prin imprimantă, perforaţiile ar trebui să reziste fără să se rupă.
Ştanţarea este utilizată pentru a crea forme într-o etichetă sau un design de carton. Atunci când creaţi etichete, rotunjiţi toate colţurile pentru a preveni deplastifierea etichetelor şi evitaţi tăieturile prin coala suport (tăieturi în lucru). De asemenea, nu sunt recomandate nici tăieturile pe verso sau decuparea completă a etichetelor.
Dacă perforaţiile sau ştanţările fac parte din designul materialului de imprimare, atunci se recomandă zonele de legătură. Aceste mici zone netăiate (aproximativ 1,6 mm sau 0,06 in.) ajută la stabilizarea formularului şi previn ruperea în zona perforaţiilor şi a ştanţărilor în timpul imprimării.
Pentru zonele cu ştanţări sau perforaţii care se intersectează sau creează un produs final mic, zonele de legătură pe colţurile designului oferă mai multă stabilitate. Zonele de legătură pot fi localizate oriunde de-a lungul perforaţiilor sau ştanţărilor. Pentru produsele sensibile la presiune, zonele de legătură ajută la prevenirea dezlipirii etichetelor de pe coala suport în imprimantă. Zonele de legătură nu pot fi utilizate pentru a compensa forţa inadecvată de eliberare a adezivului în designul etichetelor.
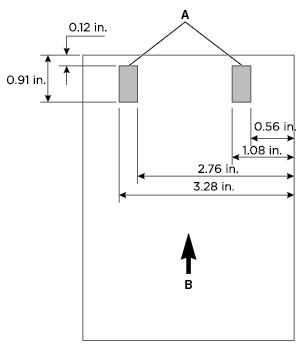
Unele imprimante au un ansamblu de role de tragere care alimentează hârtia mai fiabil decât sistemul cu clemă de colţ utilizat la modelele anterioare de imprimante. Ansamblul are două role care ating hârtia. Evitaţi să aşezaţi perforaţii adânci în aceste locuri, întrucât colile de hârtie se pot ataşa unele de altele, ducând la alimentarea cu mai multe coli. Perforaţiile care ar putea cauza ataşarea şi curbarea colilor ar trebui să fie în afara zonei rolei de tragere pe marginea frontală a colii de hârtie. Această zonă este diferită de spaţiul de 0,50 inchi care recomandăm să fie lăsat în partea de sus a formularului pentru imprimantele cu sistem cu clemă de colţ. Utilizaţi microperforaţii pentru a evita problemele cauzate de ataşarea colilor unele de altele.
Asiguraţi-vă că perforaţiile sunt în afara zonei de 0,12-0,91 inchi de pe marginea frontală a suportului.
|
A |
Amplasarea rolei de tragere |
|
B |
Direcţia de alimentare |
Evitaţi materialele embosate sau cu deboss. Utilizarea acestor materiale poate duce la ataşarea colilor de hârtie şi la alimentarea cu două coli, iar procesul de fuziune reduce în mod semnificativ înălţimea imaginii ridicate. Imprimarea prea aproape de elemente în relief are ca rezultat o calitate slabă a imprimării şi un grad scăzut de fuziune.
Nu recomandăm utilizarea de elemente metalice în formulare, fie în cerneluri, fie în alte materiale, din cauza conductivităţii acestora şi capacităţii lor de descărcare a sarcinii. Această proprietate poate afecta transferul de toner şi poate avea drept rezultat o calitate slabă a imprimării.
Atunci când creaţi formulare, includeţi o zonă ce nu va fi imprimată de 8,38 mm (0,33 in.) în partea de sus şi în partea de jos a formularului şi una de 6,35 mm (0,25 in.) în părţile laterale ale formularului.
În general, este preferată orientarea portret, în special dacă imprimaţi coduri de bare. Dacă alegeţi orientarea de tip vedere, pot apărea variaţii de viteză a căii de hârtie, acestea putând genera variaţii de spaţiere la imprimarea codurilor de bare.