列印材質有若干可計量的特性,是您在為您的特定應用選擇或設計紙張規格時需要考量的。
基重 一詞是用來說明 500 張紙張(一令)的重量(以磅計)。不過,重量是由標準紙張尺寸決定,該尺寸有可能不是所購買的尺寸。因此,各類紙張的基重並非全部都很容易比較的。其中一個例子,就是標準尺寸 20 磅無覆膜的雪銅紙,其為 17 x 22 英吋,且一令的重量為 20 磅。紙張裁切後,可製成 4 令 8.5 x 11 英吋的紙張,一令就會標示為 20 磅無覆膜的雪銅紙,但其重量只有五磅。
重量為 24 磅的相同紙張,應該成為 24 磅無覆膜的雪銅紙。24 磅無覆膜的雪銅紙的厚度、重量及密度,都高於 20 磅無覆膜的雪銅紙。較厚的紙張,意味著可放入紙匣組件的紙張較少。較重,且密度較高的紙張,在某些印表機內可能會造成夾紙或送紙可靠性等問題。若要確認所使用的紙張基重是否令人滿意,請參閱 特定印表機的紙張支援 中的支援的紙張重量。
並非所有的基重都與相同的標準紙張尺寸相關。例如,若以較大的基本尺寸紙張為依據,70 磅材質有可能比 40 磅材質輕。每平方公尺的公克數(公制計量單位 - g/m 2 ) 是比較重量時所採用的一種比較一致的方式,且已由國際標準組織 (International Organization for Standardization) 予以標準化。
您的印表機可以接受多種材質重量,但材質太輕或太重,都會造成列印問題。較重較厚的材質,可能會因無法在加熱熔合組件快速達到應有的熱度,而造成列印品質不佳。此類材質也會因其重量或硬度而導致送紙可靠性降低。相反地,較輕的材質會因樑強度(硬度)低而可能起皺或在印表機內發生夾紙。
請使用下表比較各類型材質的重量。
|
公制對等值 (g/m 2 ) |
基重(磅/令) |
|||||
|---|---|---|---|---|---|---|
|
無覆膜的雪銅紙 431.8 x 558.8 公釐 (17 x 22 英吋) |
偏位 635 x 965.2 公釐 (25 x 38 英吋) |
蓋板 508 x 660.4 公釐 (20 x 26 英吋) |
列印 Bristol 571.5 x 889 公釐 (22.5 x 35 英吋) |
Bristol 索引 647.7 x 774.7 公釐 (25.5 x 30.5 英吋) |
標籤 609.6 x 914.4 公釐 (24 x 36 英吋) |
|
|
卡片重量誤差值為 ± 5%。 |
||||||
|
60 |
16 |
40 |
18 |
23 |
33 |
37 |
|
75 |
20 |
51 |
28 |
34 |
42 |
46 |
|
80 |
21 |
51 |
30 |
36 |
44 |
49 |
|
90 |
24 |
61 |
33 |
41 |
50 |
55 |
|
100 |
27 |
68 |
37 |
46 |
55 |
62 |
|
110 |
29 |
74 |
41 |
50 |
61 |
68 |
|
120 |
32 |
81 |
44 |
55 |
66 |
74 |
|
145 |
39 |
98 |
54 |
66 |
80 |
89 |
|
160 |
43 |
108 |
59 |
73 |
88 |
98 |
|
175 |
47 |
118 |
65 |
80 |
97 |
108 |
|
200 |
53 |
135 |
74 |
91 |
111 |
123 |
|
215 |
57 |
145 |
80 |
98 |
119 |
132 |
|
255 |
68 |
172 |
94 |
116 |
141 |
157 |
|
260 |
69 |
176 |
96 |
119 |
144 |
160 |
|
300 |
80 |
203 |
111 |
137 |
166 |
184 |
依據卡片通過印表機時的列印方向,您有可能需要要求將較重的材質切裁成短紋路或長紋路,以提高送紙路徑轉彎時的彈性。
如需有關您印表機所支援重量的其他資訊,請參閱本文件中的個別印表機規格。
所有印表機都有列印材質尺寸限制。如需其他資訊,請參閱印表機說明文件。在某些情況下,您可以重新設計您的列印輸出,以克服這些限制。例如,若您的文件長度比印表機支援的長度下限短,您可以將兩份文件放在一張紙上。
Lexmark 印表機符合或超過所有的產業排放法規與標準。在某些紙張類型或其他材質上持續列印,可能會產生氣體,但這卻是非經常性列印不會發生的問題。請確定您的印表機是放置於通風良好的區域。
溫度和溼度對列印會有明顯的影響。若列印材質的滿意度屬於剛好及格的狀態,即使是小變化(例如:從白天到夜晚),對於送紙可靠性也會有明顯的影響。
我們建議您,當材質還放在原來的包裝材料內時,就先讓材質適應環境。請在列印前,先將材質存放在與印表機所在環境相同的環境下 24 到 48 小時,讓材質在新的狀況下達到穩定的狀態。若材質的存放或運送環境與印表機所在環境相差很大,請將上述存放時間延長幾天。由於多量材質的關係,厚材質也可能需要較長的適應期。
若不是在準備要將材質載入印表機時才拆除包裝材料,材質會逐漸產生不均勻的溼度,使材質扭曲。材質載入之前,我們建議扭曲的部分不能超過 3 公釐(0.125 英吋)。較輕的材質(例如:紙張標籤和某些整合的紙張規格),若有扭曲情形,比較可能發生列印問題。
大部分的標籤製造商都建議在攝氏 18 度到 24 度(華氏 65 度到 75 度)的溫度範圍及 40% 到 60% 的相對濕度範圍進行列印。Lexmark 印表機的設計,是預定在攝氏 15.5 度到 32 度(華氏 60 度到 90 度)的溫度範圍及 8% 到 %80 的相對濕度範圍進行印表機的操作。在非建議採用的環境下列印,可能會導致夾紙、送紙問題、列印品質變差及標籤脫落(剝離)等情況。
預印材質會將半流體和揮發性成分帶入雷射列印過程所使用的高溫和高壓環境。預印紙墨水和染色必須足以承受加熱熔合組件高達攝氏 225 度(華氏 437 度)的溫度及高達 25 psi 的壓力,而不會污損印表機或產生有害氣體。
我們不建議使用熱浮凸印刷墨水。熱浮凸印刷墨水有似蠟質感,且列印影像會浮凸於列印材質的表面上。此類墨水會融化並損壞加熱熔合組件。
預印紙墨水也必須具有抗磨損的特性,以減少印表機內的墨水殘料和墨水污損。若要列印在預印區,墨水必須具有良好的碳粉接受度,才能確保可以進行適當的加熱熔合。
使用列印材質之前,必須先讓預印紙墨水完全乾燥。不過,我們不建議使用平版印刷用粉或其他外加物質來加快乾燥的速度。若要判斷墨水是否相容於會將墨水加熱至攝氏 225 度(華氏 437 度)的印表機,請洽詢您的墨水成品加工業者、製造商或供應商。
若有打洞,打洞線不能超過距離紙張規格各邊 1.6 公釐(0.06 英吋)處。此做法的目的,是為了避免紙張規格在印表機送紙路徑中脫離而造成夾紙。打洞位置會影響起始取紙力量。孔洞太靠近材質邊緣,可能會增加夾紙的次數。若是使用壓力成應材質(例如:標籤),請減少穿透背膜材質或離型裱紙的孔洞數量。
孔洞必須經過熨燙處理,才能使列印材質平整,以降低紙張規格發生交錯的機會。材質邊緣必須平滑乾淨,而且沒有紙邊側翻的情形。 雷射孔洞 (又稱為 微孔 或 資料孔 )具有較佳的穩定性,是最適合的方式。這些細小的孔洞通常不會導致材質交錯,或產生過多的紙張殘屑和殘料。包裝之前,請務必先去除進行成品加工程序時所產生的紙張殘屑和殘料。
若孔洞 起皺 ,或打洞線處有摺痕,孔洞可能會斷裂而造成夾紙。起皺,可能會導致在進行加熱熔合前提高列印材質歪斜程度、造成送進兩張紙或在列印材質上產生碳粉髒污,造成列印品質不佳。若要減少起皺,請使用微孔加工方式。若列印材質在通過印表機時會有輕微拉扯的情況,孔洞就應該足以應付此情況而不會斷裂才行。
壓模裁切 用於製作標籤或卡片設計中的各種形狀。設計標籤時,請將各角剪圓,以防止標籤發生分層,並避免切口穿透離型裱紙(鐵砧裁切法)。此外,也不建議使用背面切割和即現式窗形設計。
若打洞或壓模裁切是列印材質設計的一部分,建議使用固定帶。這些小小的未切割區(大約 1.6 公釐或 0.06 英吋)具有使紙張規格平穩的功效,並有助於防止打洞處和壓模裁切處在列印時發生被撕裂的情形。
若是交叉排列或製成小型成品的壓模裁切區或打洞區,其設計各角落上的固定帶可強化穩定性。固定帶可能位於順沿打洞區或壓模載切區之任一處。若是壓力感應產品,固定帶有助於防止標籤在印表機內時從離型裱紙脫落。固定帶無法補強標籤設計中不足的黏著劑剝離強度。
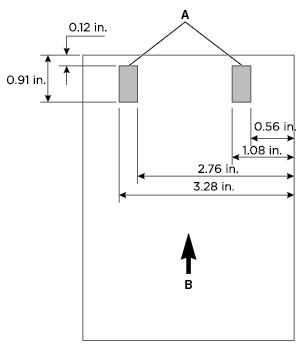
某些印表機的取紙滾輪組件,在送紙時,比採用角落小紙盾系統的舊印表機型號更為可靠。此組件有兩個會碰觸紙張材質的滾輪。請勿將深孔洞放置於這些區域,因為可能會使紙張交錯,造成送進多張紙張的情況。可能會造成材質交錯和起皺的孔洞,應該安排在紙張前緣上的取紙滾輪區以外的位置。這跟我們所建議預留的 0.05 英吋空間不同(此空間是指在使用採用角落小紙盾系統的印表機時,於紙張規格頂端預留的空間)。採用微孔洞的方式,可避免交錯問題。
請務必要將孔洞安排在材質前緣上 0.12–0.91 英吋以外的位置。
|
A |
取紙滾輪位置 |
|
B |
送紙方向 |
請勿使用凹壓和浮雕材質。使用這些材質會造成材質交錯和送進兩張紙,而且加熱熔合過程也會大幅降低浮凸影像的高度。在太靠近浮雕處的位置進行列印,會造成列印品質不佳和加熱熔合等級下降。
由於金屬物質具有導電性和放電性,不論是在墨水材質或其他質材,我們都不建議在紙張規格中使用金屬物質。此屬性會干擾碳粉的轉印,進而造成列印品質不佳。
在設計紙張規格時,請在距離紙張規格頂端和底端保留 8.38 公釐(0.33 英吋)的非列印區,並在紙張規格左右兩側保留 6.35 公釐(0.25 英吋)的非列印區。
一般而言,直印是最適合的版面配置,尤其是在列印條碼時。列印條碼時,若選擇橫印,送紙路徑速度會產生變化,進而使間隔也產生變化。