標籤
標籤
或壓力敏感材料是多層材料,包含各種面張(可列印的紙材)、黏著劑,以及可卸除的保護背層(墊底)的組合。這種多層結構可能會產生難以處理的厚材質。
標籤對於任何印表機都是最難以可靠送紙和列印的列印材料之一。熱、壓力和紙張路徑等因素,都可能會讓標籤列印變得更為困難。例如,熱熔過程可能需要接近 225°C (437°F) 和 25 psi 的壓力。不同印表機需要的溫度不同。請查看特定印表機的章節。較重的標籤紙材可能會吸收熱,因而影響碳粉黏著與列印品質,導致脫層。
請注意:
請確定您使用專為雷射印表機設計的標籤,以防止標籤脫落或脫層。
標籤指引
-
設定紙張尺寸、類型、材質及重量,以符合載入紙匣組件中的標籤。
-
大量購買前,請先在標籤上試印試用品。
-
請採用專為雷射印表機設計的標籤。
-
請勿使用含有油滑背襯質料的標籤。
-
請勿使用黏著劑外露的標籤。
-
請使用完整的標籤。不完整的標籤可能會使標籤在列印時脫落,而造成夾紙。不完整的標籤也可能因黏著劑而污損印表機與碳粉匣,致使印表機與碳粉匣的保固失效。
-
載入標籤之前,請先彈動標籤、展開成扇狀,並將標籤邊緣對齊。
-
只能使用標籤之間沒有隙縫的標籤。
-
請勿連續列印大量標籤。
-
請勿使用為使標籤具備防水效果而塗上覆膜或膠水的標籤。
-
只能讓標籤穿過印表機一次,因為標籤可能會污損印表機。
-
載入標籤時,標籤的尾端先送入。
-
請使用長紋理紙張,而不要使用短紋理紙張,因為後者容易扭曲。
請協同對於標籤和雷射印表機有充分認知的加工業者或廠商來檢視標籤,以確保您使用的是適當類型的標籤。
如需有關您印表機的標籤支援的其他資訊,請參閱
特定印表機的紙張支援
。
標籤元件
標籤包含三種基本組件:離型裱紙、黏著劑及標籤列印面。標籤也可能含有會影響列印的塗層貼紙。若要防止標籤脫落,請遵循建議採用的標籤設計指引。脫落的標籤可能會造成夾紙。當標籤紙張夾在加熱熔合組件內時,標籤或黏著劑也會融化。針對這些標籤元件,選擇適當的材質,有助於確保列印的可靠性。
離型裱紙
您可以使用
離型裱紙
,又稱為離型紙或背膜,是用來黏附標籤的材料。離型裱紙會承載著標籤穿過印表機,所以會直接影響送紙可靠性。離型裱紙的重量和結構,會因所使用的可列印標籤列印面材料而有所不同。如需其他資訊,請參閱
標籤列印面(可列印材料)
。
背襯棉紙離型裱紙、普通無覆膜的雪銅紙離型裱紙,或類無覆膜的雪銅紙的多孔平放型離型裱紙為偏好的離型裱紙。為與高速雷射印表機(每分鐘 50 頁以上)搭配使用而製作的離型裱紙,可能無法產生令人滿意的結果。
離型裱紙容易彎曲,剝離時會回到原來平放狀態。保持彎曲狀態的表單,可能會造成夾紙或損壞紙邊。此彎曲現象,對於採用角落小紙盾而非取紙滾輪組件來分隔紙張的舊印表機型號,會有影響。
壓力感應結構所使用的某些離型裱紙材質稱為
標籤紙。
. 標籤紙為機器加工 (MF) 紙或英式加工 (EF) 紙,其中一面會經過壓光、超級壓光或覆膜等處理。MF 有各種不同級別的表面平滑度。表面平滑度取決於紙張在製紙過程中穿過滾輪(溼式或乾式)的次數。EF 沒有覆膜,且表面為低度光面。標籤紙可能用來作為感壓紙產品的標籤列印面,例如:雙網狀表單結構所使用的材質。
超級壓光
可產生可能會有油滑的情形的高度光面表面。某些超級壓光離型裱紙會使印表機難以維持其取紙和送紙的可靠性。我們不建議使用專為高速雷速印表機(每分鐘 50 頁以上)的超級壓光離型裱紙。
某些壓力感應結構會採用牛皮紙襯墊或漂白離型裱紙。牛皮紙離型裱紙是由硫酸鹽紙漿製成,且採用 MF 或機器上光 (MG) 處理。大部分的 MG 紙張都有高度光面表面。高度光面上光表面可能會提高歪斜度,致使印表機送紙裝置在處理紙張時更難維持可靠性。某些牛皮紙離型裱紙可以產生令人滿意的結果,但是,我們強力建議,對於採用牛皮紙離型裱紙的壓力感應結構,務必進行徹底的測試。
背襯棉紙或普通無覆膜的雪銅紙離型裱紙可減少印表機內部的碳粉污損,並提高送紙效能。光滑非多孔離型裱紙不但會增加送紙難度,也會在加熱熔合組件內和支撐滾輪上累積更多碳粉。粗糙的背膜可以增加送紙路徑的摩擦力,有助於防止扭曲和夾紙。離型裱紙襯墊表面材質的融化溫度也必須足以承受加熱熔合組件的溫度(將近攝氏 225 度(華氏 437 度)。寬度上限為 3 公釐(0.12 英吋)的剝離區可能會使表面材質曝露在前述溫度下,進而可能在加熱熔合組件中融化或造成污損。
若離型裱紙所造成的紙張殘屑或殘料過多,就可能會影響列印品質。若離型裱紙在加工過程中產生過多紙張殘屑或殘料,這些殘碎的屑料就會隨附在材質上,最後則會送進印表機內。這些材質在送紙過程中穿過印表機時,前述屬性也可能會影響列印品質。如需有關離型裱紙的其他資訊,請洽詢您的標籤供應商。
黏著劑
黏著劑分為三種基本類型:可去除型、永久型及半永久型(冷溫型)。前述各類型,只要有適當的設計,都可以與您的印表機搭配使用。丙烯酸型黏著劑通常比較適合使用在單張紙印表機。
主要的黏著劑相關列印問題是印表機和碳粉匣的污損。黏著劑為半流體,且可能含有揮發性元素。若紙張在加熱熔合組件內發生夾紙,黏著劑就會融化,進而污損印表機零件或冒煙。為了避免黏著劑接觸到送紙路徑導引夾、驅動滾輪、充電滾輪、感光鼓、轉印滾輪及分離指狀裝置,請使用完整的標籤。
區隔覆膜
係指需要的部分塗佈黏著劑。紙張標籤和整合型表單通常會使用區隔覆膜。此外,標籤外緣四周設計成寬度為 1 公釐(0.04 英吋)的無黏著劑邊框,也可以產生較佳的列印結果。如需有關設計您印表機適用的標籤,請洽詢您的黏著劑製造商或標籤供應商。
A
剝離邊條紙型膜
(沿著材料外邊框,結合不滲出黏著劑一併使用)有助於防止黏著劑污損。此項設計必須有硬度較高的背膜材質,才能在紙張對齊參考邊時避免造成損壞。一般而言,乙烯樹脂 (Vinyl) 標籤和 Polyester 標籤非常適合此項設計。紙張設計和雙網狀設計可能需要進行測試,才能判斷哪一種背膜可以產生良好的結果。
請確認有適當的剝離強度,足以使標籤繼續黏附於襯離型裱紙,而不會在印表機內脫落。黏著劑必須可以承受高達 25 psi 的壓力及攝氏 225 度(華氏 437 度)的加熱熔合組件溫度,不會在標籤邊緣、孔洞或壓模裁切處周圍發生分層、釋放有害氣體或滲出黏著劑等情形。剪力強度必須足夠,而免於使用強化黏劑。如需其他資訊,請聯絡您的標籤供應商。
標籤列印面(可列印材料)
紙張、乙烯樹脂 (Vinyl) 及 Polyester 等材質是最常用來當作可列印材料的材質。可列印材料必須可以承受高達攝氏 225 度(華氏 437 度)的溫度及高達 25 psi 的壓力。如需其他資訊,請洽詢您的標籤供應商。
請仔細測試可列印材料,以確認它與您的印表機搭配使用時可以有令人滿意的運作。
塗層貼紙
非紙張標籤的塗層貼紙可能是水型或溶劑型貼紙。請勿使用含有化學物質的塗層貼紙,此類貼紙在加熱或接觸壓力時會釋放有害氣體。塗層貼紙會影響列印品質、送紙可靠性及標籤列印面的碳粉黏著性。塗層貼紙在 100 毫秒內必須可以承受高達攝氏 225 度(華氏 437 度)的溫度及高達 25 psi 的壓力,以防止損壞加熱熔合組件。
水型塗層貼紙的傳導力通常高於溶劑型塗層貼紙,所以比較難以加熱熔合。此類貼紙使用某些水型塗層貼紙及厚磅離型裱紙,所以加熱熔合等級可能會低於令人滿意的等級。溶劑型塗層貼紙的傳導力通常低於水型塗層貼紙。搭配厚磅離型裱紙使用某些溶劑型塗層貼,加熱熔合等級會落在令人滿意的等級內。
在含有厚磅離型裱紙的標籤上使用塗層貼紙,列印品質可能會降低。使用薄磅離型裱紙可以減少出現濺潑的情況。請仔細測試標籤,以確認塗層貼紙與您的印表機搭配使用時可以有令人滿意的運作。
標籤特性
用來製作標籤的材質,有各式各樣足以影響列印的屬性。標籤材質和黏著劑本身含有揮發性成分。我們建議,標籤的揮發性釋出物在攝氏 160 度(華氏 320 度)以下的溫度下,應屬微量範圍。揮發性成分沸點低,所以在加熱熔合組件中加熱時會產生釋出物,而且可能會因釋出蒸氣而損壞印表機。
預印紙墨水也可能造成印表機污損,而且標籤的單面或雙面都可能有墨水。
採購大量標籤之前,請務必利用您的印表機對標籤進行徹底的測試。
含有剝離邊條紙型膜的標籤,其單張紙外緣四周沒有預留區。含有全條式紙型膜的標籤,其標籤與標籤之間及四周沒有壓模裁切原料。此屬性使此類標籤易於從背膜撕下標籤。
底端裁切標籤採用標籤彼此緊臨的方式裁切標籤,標籤之間無預留區。請勿使用不含剝離邊條紙型膜的底端裁切標籤。
壓模裁切標籤則是利用標籤之間的非列印區進行裁切。為了獲得最佳結果,使用標籤列印時,請勿在距離其邊緣、孔洞或壓模裁切處 2.3 公釐(0.09 英吋)範圍內進行列印。
若要使用底端裁切標籤或壓模裁切標籤,請確認不會發生黏著劑污損的情形。標籤會採用各種等級和類型的黏著劑,以及各式各樣的離型裱紙材質和標籤列印面材料紙張。所有的標籤原料都可能滲出黏著劑。請確認壓模裁切範圍沒有強化黏劑。為了避免發生黏著劑污損的情形,所使用的標籤,其區隔覆膜黏著劑或模樣黏著劑不含黏著劑的邊框應該約為 1 公釐(0.04 英吋)以上。
若未使用區隔覆膜,我們建議使用剝離邊條紙型膜。剝離邊條紙型膜標籤會採用各式各樣不同類型的標籤列印面材料、離型裱紙及黏著劑等材料。下表載明剝離邊條紙型膜標籤的指引。
請注意:
測量值誤差值為 ± 0.5 公釐。
|
紙張*(單張紙或雙網狀紙張)
|
140–180 g/m
2
|
1.6 公釐(0.0625 英吋)
|
215.9 公釐(8.5 英吋)(前緣)
279.4 公釐(11 英吋)(驅動器邊緣(左邊界端))
|
|
Vinyl(乙烯樹脂標籤)
|
265–300 g/m
2
|
|
Polyester 和其他標籤列印面材質
|
各式各樣
|
使用紙張邊緣塗有黏著劑的單張紙標籤,不但會造成污損,也會使您的印表機和碳粉匣的保固失效。
若要使用不含區隔覆膜的壓力感應材質,請選用不含強化黏劑的剝離邊條紙型膜底端裁切標籤。若全條式紙型膜標籤為最終產品的設計之一,請在列印前先去除紙型膜。若列印前必須先去除紙型膜,請將各角剪圓,以確保黏著劑不會滲漏。
單張紙標籤
一般而言,單張紙標籤比較適合使用於您的印表機。
為使紙張防水而覆膜或塗膠,會降低碳粉黏著度,並提高碳粉污損加熱熔合組件的風險。紙張標籤的重量和硬度至少應該與 20 磅影印用無覆膜的雪銅紙相同。
雙網狀紙張規格
製作雙網狀紙張規格,必須結合含有兩種不同材料的捲狀材質(通常是壓力感應材料和無覆膜的雪銅紙),然後以成品加工方式製成單張紙產品。此製作方法需要用到剝離邊條紙型膜。離型裱紙必須夠硬,才能承受印表機取紙的力量。前述兩種材料必須夠薄,紙張才能平放於紙匣組件。厚度差可能會造成材質朝紙張規格前緣方向往下捲曲,不利於送紙。
我們建議,標籤前緣應該比雙網狀重疊部分厚,以確保標籤紙張可以平放於紙匣組件。將標籤放入紙匣組件時,標籤列印面必須朝下。調整標籤在紙匣組件中的方向,使壓力感應區可以先進入印表機。標籤重疊區或標籤前端或後端沿線,都不應該滲漏黏著劑。
我們建議沿著重疊處的邊緣設計一個不含黏著劑的條材,其寬度應至少有 1 公釐(0.04 英吋)。為了避免材質在加熱熔合組件內滑落,我們建議採用壓花技法,此法可使膠黏處所滲漏的矽膠粗化。
雙網狀紙張規格的標籤列印面通常是壓力感應產品,因此,紙張標籤的指引適用於雙網狀紙張規格。
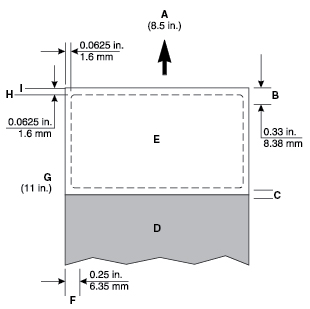
下圖顯示建議採用的雙網狀紙張規格設計。非列印範圍可能不盡相同,需視印印表機型號而定。
|
A
|
前緣
|
|
B
|
非列印範圍
|
|
C
|
背景畫面
|
|
D
|
紙張
|
|
E
|
壓力感應
|
|
F
|
非列印範圍
|
|
G
|
參考邊
|
|
H
|
條邊
|
|
I
|
離型裱紙邊緣
|
乙烯樹脂 (Vinyl) 和 Polyester 標籤
乙烯樹脂 (Vinyl) 標籤適用於特定設計參數。乙烯樹脂 (Vinyl) 具有熱感應的特性,因此,離型裱紙必須夠厚,才能吸收過多的熱度,以防止融化。全條式紙型膜可能會造成黏著劑污損。採用薄磅離型裱紙,或者拉力太弱,這兩種情況都可能致使標籤在印表機內部脫落,因而必須進行印表機維修。
材質,其離型裱紙表面融化溫度若低於加熱熔合組件溫度,基於送紙問題的考量,前後緣剝離區應以 1.6 公釐為限。我們建議,離型裱紙表面製作材料必須可以承受加熱熔合組件溫度,以免剝離區從 3 公釐變成 公釐到 1.6 公釐。
若使用 1.6 公釐的剝離區,請務必保留 1.6 公釐容錯值。剝離區一旦小於 1.6 公釐,就很可能會發生黏著劑污損的情形。
乙烯樹脂 (Vinyl) 不具吸附性,易使碳粉累積在加熱熔合組件,而需要特別的保養。如需有關印表機保養的其他資訊,請參閱印表機隨附說明文件。乙烯樹脂 (Vinyl) 必須有塗層貼紙,才能具有良好的碳粉黏著性。使用乙烯樹脂 (Vinyl) 標籤進行列印時,可能需要安裝熔合油加熱滾輪清潔器。
Polyester 標籤比較不具有熱感應力,但一樣不具吸附性。Polyester 標籤的背膜可以薄一點,但與乙烯樹脂 (Vinyl) 標籤類似,也需要覆膜和清潔。
整合的紙張規格
為了要製作整合的紙張規格,成品加工業者會利用熱熔膠,將標籤黏著劑和離型裱紙黏著於基材(通常是紙張)。
吐油(標籤列印面變色即可辨認有滴漏情形)可能是這些紙張規格的問題之一。開始進行成品加工程序之前,當熔合油還在滾輪上的時候,它也會從離型裱紙頂面移流至背面。紙張規格可能會有油滑的情形,因而導致印表機取紙裝置無法將紙張從紙匣組件移入印表機。離型裱紙背面有熔合油時,比較容易發生夾紙和送紙錯誤。
這些紙張規格的黏著劑通常會以特定模樣塗佈於兩邊或四邊(兩邊或四邊上的無黏著劑邊框)。我們建議在四邊設計一個 1 公釐(0.04 英吋)的無黏著劑邊框(覆膜區)。
在含有長紋理基材的整合的紙張規格上進行列印時,請調整紙張規格在紙匣組件中的位置,使紙張規格的紙張部分可以先進入印表機。將紙張規格的壓力感應部分朝直印左邊的方向擺放。若是含有短紋理基材的整合的紙張規格,請調整紙張規格在紙匣組件中的位置,使壓力感應部分可以先進入印表機。
由於整合的紙張規格有前述特殊結構,因此,出紙槽有可能發生堆紙的問題。若這些紙張規格發生堆紙問題,請與您的行銷代表聯絡。
請注意:
大量採購前,請先測試一些紙張規格。
列印在標籤上
請務必在完整的標籤上進行列印。材質的標籤有缺漏時,會使材質在列印時脫落,進而造成夾紙。不完整的材質也會在印表機和碳粉匣上殘留黏著劑,有此情形時,可能會致使印表機和碳粉匣的維修保固失效。
進行標籤送紙時,標籤通過印表機的次數,請勿超過一次。若超過一次,黏著劑就可能會污損碳粉匣和其他元件。
標籤列印有可能需要特殊的印表機保養,需視印表機型號及所要列印的標籤數量而定。如需有關在標籤上進行列印的其他資訊,請參閱
特定印表機的紙張支援
。
保養程序
請注意:
這些程序只適用於黑白雷射印表機。
在乙烯樹脂 (Vinyl) 標籤上列印時,若列印品質開始變差,請執行以下各項:
-
在五張紙上進行列印。
-
等候約五秒鐘。
-
在五張以上的紙上進行列印。
若要維持印表機送紙可靠性,請在每次更換碳匣時重複執行此清潔程序。
請注意:
不遵循印表機保養程序,可能會造成夾紙、列印品質不佳、送紙問題及加熱熔合組件問題。
雙面列印標籤
標籤結構特殊,所以通常不會用來進行雙面列印。不過,若能遵循設計、結構及使用上的一些指引,也是可以在標籤的正反兩面進行列印。
在研發可供雙面列印的紙張標籤時,加工業者應確認標籤有防污損或阻塞的設計。污損可能會造成送紙問題和夾紙。
我們建議使用標籤區四周有非自黏性邊框的標籤。請確認剝離強度足以承受 225°C (437°F) 的溫度及高達 25 psi 的壓力。
請依需求情況使用標籤帶。這些小小的未切割區(大約 1.6 公釐或 0.06 英吋)具有使標籤平穩的功效,並有助於防止打洞範圍和壓模裁切範圍在列印時發生被撕裂的情形。標籤帶還可以防止標籤在印表機內脫落。
標籤中的狹縫和切口會使黏著劑滲漏到印表機。為了獲得最佳結果,擺放標籤時,請勿將狹縫和切口對齊雙面列印裝置的肋材或印表機的重新驅動區。此作法可減少標籤黏著劑與印表機之間的接觸點,進而防止印表機內發生黏著劑污損的情形。如需其他資訊,請參閱
用於參照邊緣對齊的主要羅紋圖案設計準則
。
載入標籤時,標籤的尾端先送入。請使用長紋理紙張,而不要使用短紋理紙張,因為後者容易扭曲。
若加工業者研發用於面列印的短紋理標籤,請先測試標籤,以確認標籤有令人滿意的效果。
請注意:
我們建議您在大量採購標籤之前,請先利用您的應用程式和印表機進行材質測試。
若要使用雙面列印標籤應用程式,您可能需要安裝加熱熔合組件碳粉刷。此碳粉刷可讓印表機在紙張標籤的正反面進行列印。若要判斷您的印表機是否需要碳粉刷,請參閱
特定印表機的紙張支援
。
用於參照邊緣對齊的主要羅紋圖案設計準則
-
主要羅紋圖案功能用於在傳輸期間提供最佳的材質支援。若材質觸碰特定表面,則該表面必須包含主要羅紋圖案。
-
送紙路徑應該將材質的前緣導引至主要導引表面,而不是次要表面。此對齊可在提供最佳支援的導引表面上為材質的前緣提供確切位置。
-
材質前緣觸碰主要導引表面時的波動角度不應超過 30°。此角度可避免材質碰到導引夾,並減少導引夾放進材質的力量。
-
主要羅紋圖案提供從紙張邊緣延伸 3 至 10 公釐(0.12 至 0.40 英吋)的羅紋支援。若是信封,則提供從信封邊緣延伸 2 至 10 公釐(0.08 至 0.40 英吋)的羅紋支援。此羅紋支援可讓材質的邊角保持剛挺,以免彎折與扯到印表機的其他表面。它還可以避免材質的邊角扯到紙張路徑羅紋的內部表面。
-
主要羅紋圖案在距離紙張和信封外部邊緣的 3 公釐(0.12 英吋)內不應有任何羅紋。此羅紋容差可避免材質碰到太靠近材質邊緣的羅紋。
-
主要羅紋圖案的羅紋間隔不應大於 20 公釐(0.79 英吋)。此間隔可讓材質前緣在通過系統時保持平整。
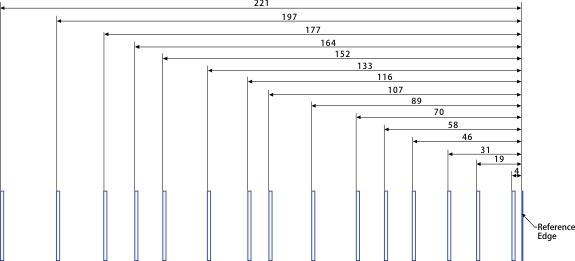
Lexmark C6160、CS820、CS827、CX820、CX825、CX827、CX860、XC6152、XC8155、XC8160 的羅紋圖案
|
|
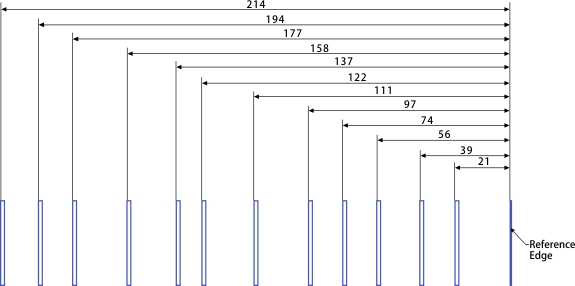
Lexmark C4150、C4342、C4352、CS720、CS725、CS727、CS728、CS730、CS735、CX725、CX727、CX730、CX735、XC4140、XC4150、XC4342、XC4352 的羅紋圖案
|
|
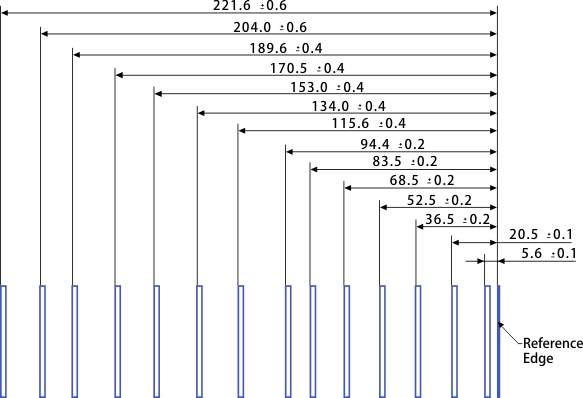
Lexmark B2865、M5255、M5265、M5270、MB2770、MS725、MS821、MS822、MS823、MS824、MS825、MS826、MX721、MX722、MX725、MX822、MX824、MX826、XM5365、XM5370、XM7355、XM7365、XM7370 的羅紋圖案
|
|